

 手机资讯
手机资讯 官方微信
官方微信摘要 配置双滚道多托轮搅拌罐的混凝土搅拌运输车,是近几年有关生产厂家开发的一款新产品。双滚道搅拌罐设有主滚道和辅助滚道,其中主滚道安装在搅拌罐后锥体外部,辅助滚道安装在搅拌罐中筒外部。双...
配置双滚道多托轮搅拌罐的混凝土搅拌运输车,是近几年有关生产厂家开发的一款新产品。双滚道搅拌罐设有主滚道和辅助滚道,其中主滚道安装在搅拌罐后锥体外部,辅助滚道安装在搅拌罐中筒外部。双滚道多托轮结构增加了搅拌罐运行的安全性和平稳性。辅助滚道由条形钢板卷制而成,使用我们自制的辅助滚道成形机将辅助滚道成形后,焊接在搅拌罐中筒外部。为满足辅助滚道外圆表面粗糙度度要求,需将其外圆进行适量磨削加工。为此我们设计制作了用于辅助滚道焊后磨削的辅助滚道磨削机。1. 整体结构
辅助滚道磨削机主要由机架总成和磨削装置两部分组成,其中机架总成由底架、三角架、法兰盘组合体、滚轮机构等组成,如图 1 所示。磨削装置主要由砂轮机、旋转架、固定架、进给机构、旋转轴、架体安装座、防护罩及各连接件组成,如图 2 所示。磨削装置与机架总成通过连接架焊接在一起。
辅助滚道磨削机与搅拌罐为 3 点支撑,即与搅拌罐连接的法兰盘组合体形成A支点,滚轮架上的 2 个滚轮与主滚道形成B和C支点,用这 3 个支点将组焊好辅助滚道的搅拌罐组合在辅助滚道磨削机上。滚轮机构上设有减速器,可带动滚轮转动。滚轮产生的摩擦力带动搅拌罐作正、反两个方向的匀速运动时,即可进行辅助滚道磨削加工。
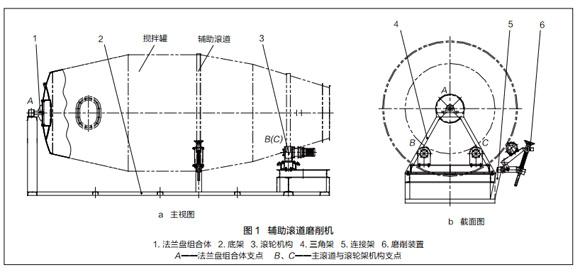
图1
2. 主要总成
(1)机架总成
底架
底架的尺寸根据搅拌罐长度和直径确定。为增加搅拌罐转动时的稳定性,底架应制作牢固。
三角架
三角架的高度根据搅拌罐直径确定,以使搅拌罐在旋转时有足够的回旋空间。三角架可在底架长度方向移动,以使辅助滚道磨削机适用于不同长度搅拌罐辅助滚道的磨削加工。
滚轮机构
滚轮机构共有 2 组,分别由 1 个支架和 1 组滚轮组成。这 2 组滚轮机构共用 1 个底座,便于保证 2 组滚轮机构在装配时与法兰盘组合体的对称性。滚轮机构用于支承主滚道,并驱动搅拌罐旋转动作。2 组滚轮机构与法兰盘组合体共同将整个搅拌罐支承起来。
2 组滚轮机构均由摆线针轮减速器驱动,其动力传递路线如下:电动机带动摆线针轮减速器运转,由摆线针轮减速器驱动滚轮转动,再由滚轮带动搅拌罐转动。电动机为 D-Y 系列,功率为0.75kW。摆线针轮减速器为 X 系列,减速比为 731。2 组滚轮机构并联同时动作,操作者可根据辅助滚道磨削需要,使用变频器调节搅拌罐转速。
(2)磨削装置
磨削装置组装完成后,使用连接架将磨削装置与底架焊接在一起。磨削装置工作原理如下:滚轮机构带动搅拌罐旋转的同时,启动磨削装置。磨削装置的高速电动机带动砂轮旋转,即可对辅助滚道进行磨削加工。磨削装置结构如图 2 所示。
砂轮机
砂轮机采用 Y90S-2 型电动机驱动。该电动机额定转速为 3000r/min,功率为 1.5kW,该电动机转子轴专门用于安装砂轮。砂轮机结构如图 3所示。
砂轮选用 GB60 型(杯形)砂轮,磨料为白刚玉,粒度为 60 目,外径为200mm,宽度比辅助滚道宽 0mm。市场上该型砂轮安装孔直径大于电动机转子轴直径,由此我们设计了一个过渡盘,过渡盘外径与砂轮安装孔径相符。安装砂轮时按照图 3 所示依次安装在电动机转子轴上,最后使用螺母锁紧。砂轮应安装牢固,磨削过程中应避免磨削不均匀现象。
组装时,砂轮中心应与辅助滚道中心对齐,以防止磨偏。砂轮安装前应仔细检查外观,要求砂轮无裂纹和损伤。安装砂轮时,必须使砂轮的质心与回转轴线重合,以避免砂轮在高速转动时产生振动,影响磨削加工质量或造成砂轮碎裂。
磨削时应使用顺磨法,即砂轮与工件接触处,砂轮与工件的运动方向相同。采用顺磨法磨削,工件表面温度低,磨削消耗功率小,磨削出的工件表面粗糙度高。磨削时旋转手轮要慢,磨削进给量要小,以利于提高辅助滚道磨削质量。
防护罩
砂轮的防护罩使用薄板卷制后与挡板拼焊而成,其内部尺寸略大于砂轮外径。防护罩的作用主要有 2 点:一是防止砂轮崩裂造成人员伤害,二是便于将磨削产生的铁屑集中起来。防护罩大小应适中,过大会影响操作者在磨削过程中的视线,过小则容易与旋转的砂轮发生干涉。
固定架
固定架使用钢板拼焊而成,用于固定丝杠螺母和旋转架,并将磨削机的底座固定到适合操作的高度。固定架通过固定轴与架体安装座连接,并可根据主滚道的位置进行径向调整。固定架与丝杠配合处需留出长圆孔,以防辅助滚道磨削过程中出现丝杠周向摆动受限问题。
旋转架
旋转架使用钢板拼焊而成,其作用主要是固定砂轮机和导向套。旋转架通过旋转轴与固定架连接,导向套可随旋转架与固定架之间夹角α的变化自动调整丝杠的导向。为防止丝杠摆动受限,旋转架与丝杠的通孔制作为长圆孔。
进给机构
磨削装置的进给机构主要由手轮、压紧螺母、丝杠、丝杠螺母、导向套、压簧等组成。通过旋转手轮,使压簧受压,以增加砂轮机与搅拌罐之间的贴合力,便可对辅助滚道进行磨削。采用梯形螺纹的丝杠,轴向传动性能好,便于手动旋转手轮使砂轮机进给。进给机构组装后旋转手轮时,丝杠应转动自如,以使旋转架在固定架上摆动灵活。
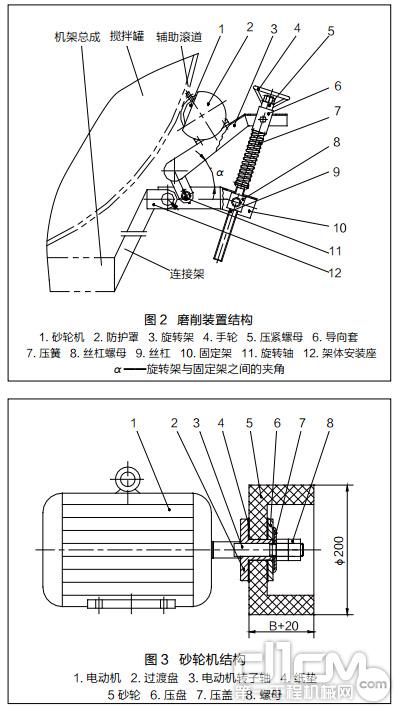
图2/3
3. 特点
使用结果表明,该辅助滚道磨削机具有以下 4 个特点:
一是操作简便,生产效率较高,可自动磨削;二是磨削辅助滚道时可做到平稳、安全、高效;三是磨削出的辅助滚道光表面粗糙度高,圆度符合设计要求;四是应用广泛,适用于不同直径和长度搅拌罐辅助滚道的磨削加工。








 豫公网安备41019702003604号
豫公网安备41019702003604号