

 手机资讯
手机资讯 官方微信
官方微信摘要 TUV南德金属材料实验室的专家就砂轮切割和线切割两种机械加工样品的硬度进行了测试后,分析两种机械加工样品硬度值的变化,并提出了哪种机械加工对硬度的影响最小,对实验室的物理测试有一定...
TUV南德金属材料实验室的专家就砂轮切割和线切割两种机械加工样品的硬度进行了测试后,分析两种机械加工样品硬度值的变化,并提出了哪种机械加工对硬度的影响最小,对实验室的物理测试有一定的指导作用。机械加工过程中因切削力作用产生的塑性变形,使晶体间产生剪切滑移、晶格扭曲和畸变,晶粒被拉长和纤维化,甚至破碎,这些都会使表面层金属的硬度和强度提高,这种现象称为冷作硬化(或称为强化)。表面层的硬化程度取决于产生塑性变形的力、变形速度及变形时的温度。力越大,塑性变形越大,产生的硬化程度也越大。变形速度越大,塑性变形越不充分,产生的硬化程度也就相应减小。
砂轮切割时切削刃钝圆半径增大,对表层金属的挤压作用增强,塑性变形加剧,导致冷硬增强。刀具后刀面磨损增大,后刀面与被加工表面的摩擦加剧,塑性变形增大,导致冷硬增强。切削速度增大,切削热在工件表面层上的作用时间也缩短,将使冷硬程度增加。进给量增大,切削力也增大,表层金属的塑性变形加剧,冷硬作用加强。本试验选用尺寸为25.4*3.76*300的奥氏体不锈钢钢管,图1为砂轮切割样品距切口原始面不同距离对应的硬度值,从图中可以看出,砂轮切割对硬度值影响较大,近切割面的硬度值高达291HV5,离切口越近,冷作硬化比较明显,硬度值越高,随着离切口距离的增加,硬度值逐渐降低,在距切口0.5~0.7mm处,硬度值趋于稳定。
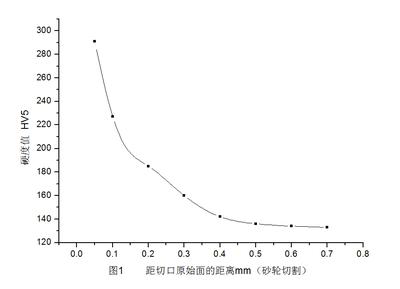
图一:距切口原始面的距离mm(砂轮切割)
线切割加工是利用电极和工件间的隧道效应,由脉冲能量产生的瞬时高温、高压及辐射波使被加工金属熔化、气化而被腐蚀掉。由于脉冲瞬时高温和液体介质及工件本身的迅速冷却作用,致使线切割加工后的样品切割面形成一层变质层,变质层脆而硬有很大的应力,对低碳钢和低合金钢影响不大,图2为线切割样品距切口原始面不同距离对应的硬度值,从图中可以看出,线切割对硬度值有一定的影响,近切割面的硬度值为173HV5,随着离切口距离的增加,硬度值逐渐降低,在距切口0.2~0.7mm处,硬度值趋于稳定。
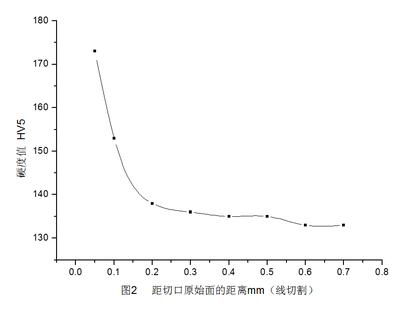
图二:距切口原始面的距离mm(线切割)
由以上两种机加工可以得出,砂轮切割对硬度值的影响比较大,而且硬化层深度高达0.5mm,线切割对硬度值的影响相对较小,硬化层深度也只有0.2mm,因此,建议硬度测试取样采用线切割,线切割后的试样把变质层砂轮打磨后,用水磨砂轮磨去0.2mm再做硬度测试。
TUV南德材料实验室
材料实验室(IMTL)能够提供金属材料、高分子材料、建筑材料的测试和技术服务。测试覆盖了材料的成分分析、机械性能、金相分析、尺寸测量、腐蚀测试、无损检测、失效分析、物理性能、热学性能、耐候老化试验,材料及产品的安全可靠性测试和环保测试等内容,满足客户全方面的测试需求。
TUV 南德意志集团于约150年前在德国成立,是全球领先的技术服务公司之一,服务范围覆盖测试、认证、检验、资讯及专家指导等多个领域。公司在全世界拥有800多个代表处,员工约20,000人,着力为客户提供技术、体系及实际运作中的优化服务。
TUV 南德意志集团在中国的业务开展已超过20年历史。至今,已为20,000多家客户提供了相应服务。








 豫公网安备41019702003604号
豫公网安备41019702003604号