

 手机资讯
手机资讯 官方微信
官方微信摘要 作者:樊佳俊郑惠峰摘要:本文介绍了进口与国产涂附磨具生产线的组成和发展现状,并将国产生产线与进口先进生产线从系统主要参数及单套设备等角度进行了对比,指出了各自的优缺点。根据国产生产...
作者:樊佳俊 郑惠峰
摘要:本文介绍了进口与国产涂附磨具生产线的组成和发展现状,并将国产生产线与进口先进生产线从系统主要参数及单套设备等角度进行了对比,指出了各自的优缺点。根据国产生产线存在的缺点或弱势,借鉴当前进口生产线的主流设计方式, 提出了改进和发展方向
0 前言
涂附磨具是用粘结剂把磨粒粘附在可挠性的基材上制成的磨具[1]。由此定义来看,涂附磨具的三个基本元素分别是:背基、磨料和粘结剂。涂附磨具的生产,也就围绕着这三个基本元素而展开。
随着市场竞争的日益激烈,国产涂附磨具产品日趋雷同,且产品定位始终徘徊在中低端市场,利润越来越薄,逐步形成一种恶性竞争。而进口高端涂附磨具价格高,单价为国产产品的3.6倍[1],利润空间大,且市场需求量逐年稳步上升。如何将进口高端产品国产化,成了涂附磨具行业的当务之急。
古人云:工欲善其事,必先利其器。要想生产制造出高端的研磨产品,没有优质的原材料,没有成熟稳定的工艺是不可能实现的,然而,即使具备了上乘的研磨原料,成熟的工艺,没有性能稳定的先进涂附磨具生产设备也有可能是缘木求鱼。设备作为工艺的载体, 尤其是关键的植砂设备, 已经成为国内研磨行业向高端化迈进的瓶颈,这也早已成为业界的共识。本文正是基于此点,在纵览剖析国内外设备差距及优缺点的同时,为国产设备向自动化、智能化、高端化发展提供了良好的建议。
1 生产线的组成
涂附磨具是世界上最早出现的磨具品种,早在13世纪,我国劳动人民就用天然树脂将磨碎的的贝壳粘在羊皮上磨东西。1808年,欧洲人把熔烧磨细的浮石与漆混合,用刷子涂在纸上制得了最早的涂附磨具。而目前机械化生产所使用的涂附磨具生产线,则源于20世纪50年代,当静电植砂设备研制成功时,人们开始大量使用磨料和树脂,开始了机械化和自动化批量生产[2]。图1-1是典型的涂附磨具产品结构。
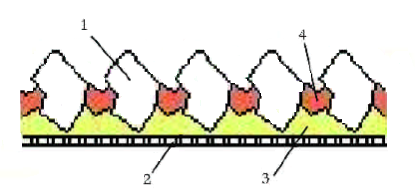
图1-1 1-磨料;2-基材;3-头胶;4-复胶
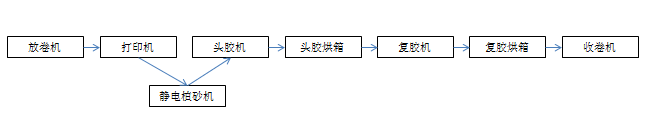
图1-2
目前,国内各类涂附磨具产品生产厂商所使用的生产线主要包括以下三类:
第一类生产线基本由进口设备组成,典型的涂附磨具生产线设备是由已有百年历史的德国Peter Schwabe公司设计生产的,国内少数一线生产厂家采用的便是该公司的设备,或者是在该公司设备基础上进行改进的设备;第二类生产线是拼拼凑凑的半国产生产线,关键设备由国外进口,次要设备则根据进口设备进行国产化设计和制造,关键设备主要是指头胶机和静电植砂机,以及静电植砂机配套的高压发生器等设备,这类生产线也仅仅掌握在少数国内涂附磨具生产企业手中;而第三类生产线则几乎完全是由国内设备制造厂商设计制造的国产生产线,所谓的设计则是根据20世纪80年代上砂厂引进的德国涂附磨具生产线进行仿制,并针对国内实际生产情况做了优化改进而得的。典型的国内设备生产厂商是位于上海市奉贤区的上海全全工贸有限公司,这类生产线被国内广泛应用。其他号称能够设计制造涂附磨具生产线的设备生产商,几乎只能提供生产线中的极个别设备,图纸也是参考了其他设备厂商早期的成熟产品。
从技术参数来比较这三类生产线的生产能力,如表2-1所示:
表2-1
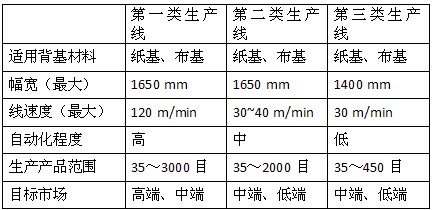
从上表中的各项数据对比来看,国产涂附磨具生产线经过几十年的发展,虽然有不少涂附磨具生产企业对其进行了各种改造,以适应自身生产的需要,一定程度上提高了生产效率和产品质量,但是,整体而言,依然处于绝对落后的地位。国产涂附磨具生产线的弱点可以总结为两点:(1) 生产效率低;(2) 产品质量低。生产效率低,体现在生产线生产的产品幅宽较小,生产线生产速度较慢,自动化程度低,产能低下。产品质量低,则体现在产品组合范围相对小,无法生产高目数产品,产品质量不稳定等方面。
从单项技术参数来看,国产生产线与国外进口生产线一样,能够生产以纸或布为背基材料的涂附磨具产品,说明国产生产线已经具备了生产重型砂纸和砂布的能力,对重型砂纸、砂布生产所需要掌握的涂附技术、植砂技术、烘干调质技术以及张力控制技术有了一定的了解和掌握。湖北玉立、江苏锋芒、江苏三菱、常州金牛、四砂泰山等国内大型涂附磨具生产厂家年产量均超过了3000万平方米[1]。但从产品的幅宽差别来看,国外进口生产线掌握了更加重型、更加精确的张力控制技术,各设备的刚性等各方面综合性能也相对较高,从而,有效提高了生产效率和产品质量。
第二、三类生产线的线速度比进口生产线的线速度要低得多。生产线线速度的提高,不仅仅是电机转速的提高,而是需要提高生产线各设备的个体运行稳定性以及针对不同磨料和粘结剂进行生产速度的区分和设定,并集成智能化的的控制系统进行有效控制。进口生产线正是拥有了以上这些必要的技术,才能在正常生产运行速度25~120m/min的状态下,高速、高质量地进行稳定生产,生产速度是国产生产线的3~4倍,有效降低了产品的单位成本,提高产品利润。
随着各个行业产业结构的逐步调整,行业不断细分,市场对产品多样化的需求越来越高。一条有竞争力的生产线往往具备两个特点。第一,速度快,性能稳定;第二,适应能力强,可以生产多种产品。国产生产线在同一条线上能够生产的产品品种有限,而进口涂附磨具生产线则属于这种有竞争力的生产线。诚然,涂附磨具生产线最核心的设备是静电植砂机。国内一些企业及科研机构多年来一直致力于该设备的研究,并取得了不少成果。但是,静电植砂机性能的逐步提高,并未能帮助使用第二、三类生产线的涂附磨具生产厂家达到与第一类生产线使用厂商和国外该行业发达地区其他厂商一样的生产能力。由此可见,涂附磨具生产线的优劣并不仅仅是一两套设备所决定,更是一条生产线系统性设计问题。
从单台设备来看,国产生产线的设备,尤其是关键设备:头胶机、复胶机、烘房和静电植砂机,与国外进口设备均有着很大的差距。进口头胶机、复胶机多采用两辊涂布结构,而国产设备则采用三辊涂布结构,多了一根计量辊。增加计量辊的出发点是希望提升涂布过程中,基材表面粘结剂的均匀性,以弥补国产两辊涂布头涂胶不如进口设备均匀的缺陷。但是,计量辊的增加,存在三个问题:第一,势必增加了生产时设备调整的难度,两辊涂布只需要调整一次,而三辊则需要调整两次以上;第二,计量辊的制造精度、安装精度及累计误差也使涂胶的均匀性受到负面的影响;第三,计量辊的增加,对于涂层较厚的粘结剂,可能造成刮痕,因为计量辊在环境温度较低时,增加了粘结剂在涂附过程中的散热,提高了粘结剂的粘度,对于涂层较薄的粘结剂,可能造成流挂,因为计量辊在环境温度较高时,增加了粘结剂在涂附过程中的吸热,降低了粘结剂的粘度。这些,对产品的质量都会有影响。
烘房是制约生产效率和决定单位产品成本的重要因素之一。目前涂附磨具生产线普遍采用悬挂式烘房。国产生产线的烘房大多为直线型,多被实际厂房场的束缚。烘房长度并未根据产品的实际需求经过计算设计,而是根据经验设定,大部分烘房存在能源浪费严重的情况。而且,烘房的顶部、侧面和底部的保温设计也基本沿袭了旧的进口生产线设计,保温效果较差,热损失较大。所幸的是,在增大能耗的前提下,国产烘房内部温度均匀性还可以,基本可以达到+/-3摄氏度,对产品的均匀烘干提供了较好的环境。烘房的内部传动结构基本参考了上世纪80年代进口设备的设计,在30~40m/min的线速度下,运行比较稳定,一旦再需要提高速度,则掉杆几率显著增加。
进口的静电植砂机分为两种。一种是国内涂附磨具生产企业使用的静电植砂机,多为德国Peter Schwabe产,设备总长度大多不超过2米。另外一种是外资企业使用的静电植砂机,部分是Peter Schwabe产,部分是这些外资企业自行研发的,设备总长达到5米左右。静电植砂机的长度对生产线速度和植砂目数的范围有着很大的影响,设备越长,生产速度越快,植砂目数范围越广,当然,这个结论必须建立在生产高目数产品时,具有性能先进的高压发生器及其配套控制程序和良好的环境温湿度控制相匹配的前提下的。否则,即使设备长度再长,也无法生产高目数的产品。而先进的高压发生器及控制程序,一些发达国家或厂商对中国采取了禁止出口的措施,这也制约了涂附磨具行业在中国的发展。
如果说,涂附磨具生产线的各套设备是人体的各个部分,那么,控制系统则是该生产线的大脑和控制中枢。随着中国人口红利时代的逐渐远去,生产线的自动化程度随之提高,所需要的操作人员数量也逐渐会减少。进口生产线不但掌握先进的植砂控制技术,而且在涂布、纠偏、张力控制等领域有着很深厚的底蕴,相比之下,国产生产线的控制仅仅体现在一些相对重要的位置,例如:植砂、涂布和收卷,所采用的控制技术也因行业因素局限在九十年代初的水平,,控制的精度、稳定性等方面远不如进口生产线。全自动生产线所需要的操作工人数基本控制在15人以下,而国产生产线在同等条下需要的操作工数量更多。同等条件是指同样的操作方式,同样的安全操作要求,同样的质量检测要求等。
控制不仅仅是让生产线运行起来,还应当包括产品生产过程中,对一些重要工序的质量检测和反馈控制。例如:基材厚度的检测、头胶机涂布厚度的检测、植砂量的检测、复胶机涂布厚度的检测等等。国产生产线目前仅有极个别厂家实现了上述功能中的部分功能。而进口生产线则配备了一整套完整的检测功能,以保证其产品的高品质,也有效降低了生产过程中的报废率。
3 国产生产线改进方向
综上所述国内的涂附磨具行业要进一步发展,需要原材料、生产工艺、生产设备及质量检测、产品试验检测设备四架马车同时向前跑,缺一不可。
从宏观而言,国产涂附磨具生产线的发展方向主要是:(1). 提高产品质量;(2). 提高生产效率;(3). 注重环保和安全。前两点能够给企业带来直接的利润,而第三点则是长远的利益,也是对社会的一份责任。
从微观而言,国产涂附磨具生产线的每台设备都有不足之处,尤其是要用于生产高端产品。如果生产企业资金有限,但是急需提高产品质量,且仅仅是为了提高产品质量,以达到将产品推入高端市场的目的,基于现有国产生产线设备,通过替换关键设备,在一定程度上可以弥补与进口设备上的一些差距。这些关键设备是:头胶机和静电植砂机及其配套装置。
头胶机可以改进的方面主要包括:
a) 涂胶均匀性的提高
涂胶均匀性的好坏,受到若干个因素的影响。第一,涂布头制造精度,两辊或者三辊涂布机构都需要有高精度的加工制作,钢辊和胶辊全跳动的精度直接影响了涂胶的均匀性。先进的涂胶设备,钢辊和胶辊的全跳动都可以达到5μm,表面粗糙度可以达到1μm;第二,涂布头组装的精度,头胶机的涂布头压合、打开是通过杠杆机构,由气缸驱动的,中心转轴的稳定性及定位精度直接影响了涂布头两端间隙或压力的均匀性,因为中心转轴的轴承和轴承座是有间隙误差的;第三,涂布头间隙或压力的闭环控制,涂布头在生产过程中,由于设备本身的刚性、振动、气缸的控制精度不高等因素,会破坏开机前调整所达到的精度,现有国产设备虽然增加顶杆来加强涂布头杠杆的稳定性,但是,并不是时时根据实际情况反馈调整的,而且,两侧顶杆由于受力不同,磨损不同,导致间隙偏差存在,根据实际经验来看,顶杆的磨损速度还是很快的,毕竟涂布头线压力最高可以达到6t/m。而进口设备可以做到在线监测和调整。第四,胶辊的受力变形,这个因素在生产布基产品时尤为重要,当胶辊受到压力时,往往呈现出“中凹”的形状,导致两端压力较中间位置大。第五,粘结剂温度的控制,正如上文中曾提到的,每一种粘结剂都有最佳的涂附温度,如果能对乘胶盘和涂布头的钢辊进行温度控制,根据不同粘结剂的性能,设定不同的温度,则能有效改善涂胶的均匀性问题;第六,涂胶段的张力控制,不同基材的受力后的变形量是不同的,稳定的张力控制能够保证涂胶量的均匀性;第七,涂胶量控制,如果能够通过检测基材重量,检测涂胶后基材与粘结剂整体的重量,则可以得出涂胶量,如果能够在线检测基材纬线方向多个点的涂胶量,则能掌握涂布头涂胶的均匀性。
b) 涂胶区两边缘质量的改善
如果不能对涂胶区域两边缘的质量进行有效控制,生产出的大卷涂附磨具两边缘凹凸不平,不是一条直线。在后续转换过程中,则需要切除大量的废边,造成一定的浪费。而且,如果粘结剂在涂附时流到基材背面,则会对产品品相造成印渍破坏而产生不必要的报废。其实,边缘涂胶质量的控制,只需要在涂布头两端增加两个简单的机构便可实现,但是,由于生产线线速度的不同,机构的设计也略有区别,在进口设备上有较广泛的应用。
对头胶机进行以上改进后,不仅能够稳定地、均匀地涂附各种厚度的粘结剂,而且能够实现在线监测控制,为生产高目数产品打好坚实基础。涂胶边缘质量的控制,不仅能减少废品率,而且能使产品的品相更上层楼。
静电植砂机及配套设备则可以做以下改进:
a) 植砂重量的精确控制
植砂重量的精确控制可以通过在植砂机入口处增加浮动承重平台,以计量从落料机落下的磨料重量,在植砂机出口处增加剩余磨料收集箱及地秤,以计量遗留在传送带上未被植上的磨料重量,两者之差,即可推算出植砂量。这一控制对控制产品植砂疏密及判断是否有效植上足够的磨料有着很大的帮助,是植砂质量控制的有效手段。
b) 改直流高压为交流高压
研究表明,交流高压与直流高压相比,有五大优势[4]:第一,交流高压能使磨料在电场中产生较大冲击力,使磨料进入胶层更深,粘结更牢固;第二,交流高压可以去除磨料的极化,使第一次为粘牢的磨料落下后能再次冲向胶层;第三,可调整频率以适应不同目数磨料的电阻率时间常数;第四,交流高压比直流高压稳定,能够对两极板间电场力进行更精确控制,植砂一致性、稳定性较好;第五,交流高压不仅可以有效避免高压放电打火现场,而且关断响应及时,起到了快速保护作用,比直流高压更安全。
诚然,交流高压也有一定的缺点,例如,交流高压产生的电场力相对较小,如需要生产低目数、大颗粒磨料的产品,则需要配以重力植砂以弥补这个缺点。进口生产线使用的静电植砂机高压发生器综合了直流与交流的优势,根据不同产品,交替使用两种不同的高压,成为目前主流趋势。
c) 环境温度和湿度的控制
众所周知,不同的磨料具有不同的导电率和导电率时间常数,因此,在同样的环境下,需要不同的电场力来实现静电植砂,但是,电场力的大小是有限的,为了提高电场力来满足磨料克服重力被植入胶层是有一定风险的,因为过高的电场强度会引发周围空气的电晕放电击穿现象,甚至导致设备的损坏。
研究发现,通过调整静电植沙环境的温湿度,能够调整磨料的导电率,从而,将植砂所需要的电场强度和电场力控制在一定范围内。例如:所有目数的浩刚玉、氧化铝等磨料需要通过提高环境湿度来增加导电率,从而实现稳定的植砂动作;而氧化硅等磨料属于半导体材料,容易导电,植砂时需要适当降低环境湿度。
精确控制植砂环境的温湿度,将温湿度根据不同磨料的特性进行设定,能够有效的提高磨料的导电率。在设定的温湿度下,将温度控制在+/-0.5度,相对湿度控制在+/-1%内,可以很好地满足各种磨料植砂的稳定性,提升产品的品质。
如果不仅需要提高产品的质量,而且要提高涂附磨具生产线的线速度,则有更多的设备需要改进或替换。除了上文提到的头胶机、复胶机和静电植砂机外,放卷机和烘房是限制生产线速度的重要因素。
放卷机的主要功能是将背基卷材开卷,为后道涂布工序做准备。通常分为单开卷和双开卷两种。进口生产线基本使用双开卷形式,优点在于在一卷料参与生产时,操作人员可以将第二卷料放置到放卷机的第二个工位上,一旦第一卷料用完后,第二卷料可以迅速地接着后续生产。在这个过程中,除了装卸卷料外,还有一个因素影响着换卷料所需要的时间,就是“接布”。绝大多数国产放卷机是手工接布,这样做的缺点是:速度慢、接布的“尾巴”长。而进口放卷机可以自动接布,并且,可以将“尾巴”控制在50mm以内,甚至更短。
就烘房而言,进口生产线与国产生产线的区别主要有以下几点:第一,进口烘房长度更长,通过转弯使烘房呈现一个或多个“U”型,有效降低了生产线对厂房长度的要求。“U”型烘房最大的问题在于“U”型转弯处容易掉杆,进口烘房经过几代人的研究,已经很好地解决了这个问题;第二,进口烘房更节能,所需能耗经过严格计算,主要包括:基材、磨料和粘结剂升温及汽化热所需能量的计算;粘结剂所含溶剂浓度的计算;排风量与新风补风量的计算;新风升温所需能量的计算;换热器换热效率的计算;烘房保温板热辐射、对流、传导导致的热量损失的计算等,实际经验表明,经过严格细致的科学计算后,烘房的热量损失通常保证在10%以内,或者更少。能耗降低则产品的单位制造成本自然显著下降,而生产线速度的提高也显著提升了生产效率,两者相互作用,产品的单位制造成本自然也有了较大幅度的降低。
除了机械设备上的改进外,控制系统的更新换代是必不可少的。要提高生产线速度,必须加以精确的张力控制、纠偏控制以及设备与设备之间的速度匹配控制。先进的张力控制技术已经引入国内造纸、印刷、纺织等行业,但是在涂附磨具生产线上的应用相对比较滞后。由于每段生产工艺是不同的,所以,生产线的张力需要分区控制。涂附磨具生产线的张力区可以分为:放卷打印区、头胶区、植砂区、复胶区和收卷区。精确的张力控制可以避免基材被过度拉伸或者松弛,这两种情况都会造成产品的瑕疵,产生报废。而纠偏控制的主要作用是避免基材在生产过程中跑偏。纯机械式的纠偏机构容易造成基材边缘的损坏,采用机电组合的纠偏机构则能避免这种问题,这种纠偏机构通常通过边线传感器来探测基材的运行位置是否与设定位置有偏差,超出设定偏差值后,通过机械机构的运动从而改变基材在纬线方向上的张力,以达到纠偏的目的。设备之间的速度匹配不仅有不同张力分区之间的匹配,亦存在与各个张力区之间;也有有张力区与零张力区之间的匹配,比如,烘房出入口与前、后道工序设备之间的匹配。进口生产线在以上三个方面已经积累了大量的经验和数据,是国产生产线非常值得学习的。
随着社会发展水平的提高,环保问题要成为企业实现跨越式发展不得不面对的重要课题。,涂附磨具生产线由于需要使用酚类树脂及多种溶剂,会释放大量甲醛等有毒有害气体。在更换产品生产的品种时,需要对设备清洗,会产生一定量的废水。这两种污染,如人体长期接触,可能造成严重的健康的伤害,所以,未来的国产涂附磨具生产线应当具备配套的废气、废水处理系统。湖北玉立集团采用冷凝与吸附相结合的方式对废气进行回收[5],取得了很好的成效,是一个良好的开端。外资企业资金比较雄厚,通常采用热氧化炉对废气进行燃烧处理,优点在与有毒有害物质通过900摄氏度以上的燃烧,能达到99.9%以上的处理,可以直排大气,且如果采用蓄热式热氧化炉,可以将燃烧产生的余热回收再利用,但是,由于涂附磨具产品生产所使用的溶剂浓度不搞,需要加入天然气以协助燃烧,运行成本较高。对于废水的处理有各种方式,有些采用生化处理方式,有些同废气一起燃烧掉,有些则被酸碱综合、沉降大颗粒物质后回收再利用。
4 总结
涂附磨具生产线历经几十年的发展已经有了质的飞跃,国产生产线需要不断向先进设备制造厂家学习,从而提高产品生产质量、提高生产效率,以实现降低成本、提高产品利润、进入高端产品市场的目标。与此同时,做好环境保护工作作为百年大计。 更是对社会的一份沉甸甸的承诺。研磨行业的装备升级换代也亟待各方有识之士同心协力, 共同谱写新的篇章。
参考文献
[1]. 李砚咸. 关于涂附磨具的几个基本概念. 磨料磨具通讯,2008,第4期
[2]. 王明远 等. 2012年中国涂附磨具行业经济运行情况分析. 中国涂附磨具,2013,第2期
[3]. 李砚咸 高丙元. 我国涂附磨具现状及其在木材加工中的应用. 中国人造板,2010
[4]. 岑文远 陈赉宝. 中国涂附磨具网.
[5]. 黎珊玉 等. 耐水砂纸生产过程中有机废气的回收处理系统. 中国涂附磨具,2013,第2期









 豫公网安备41019702003604号
豫公网安备41019702003604号