

 手机资讯
手机资讯 官方微信
官方微信1 安装原因
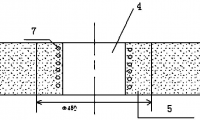
纸垫飞或纸垫破损严重;卡盘螺丝松或卡盘螺丝未全部安装;砂轮内圈或砂轮与卡盘结合处明显打滑。
1.1 安装方法存在的问题
1)紧固螺栓锁紧力矩不均匀,造成砂轮受力不匀,使砂轮倾斜、松动,与砂轮卡盘发生相对转动,直至发热爆片。
2)长期性的螺栓锁紧力矩不均匀,会导致砂轮卡盘的磨损,这种状态下即使合格砂轮、正确安装也有爆片可能,形成设备隐患。
1.2 预防措施
1)使用力矩扳手紧固螺栓,保证锁紧力矩均匀。
2)紧固螺栓时要沿对角线依次锁紧,防止产生倾覆力矩。
3)安装时确认纸垫完好,如有破损应更换备用的完好纸垫。
4)砂轮使用过程中利用清渣、上下料等间隙时间,对砂轮及卡盘进行检查,排查因修磨振动导致卡盘螺丝松动等隐患。
5)砂轮安装后用粉笔在法兰和砂轮上划条直线,磨削后检查直线是否对齐以判断砂轮是否打滑。
6)要定期检测砂轮卡盘与压盘之间的平行度,当大于0.1 mm时,要禁止使用,进行修复。
2 设备原因
设备故障突然停机或异常行走,或设备出现明显异常(轴承断、螺丝断、卡盘坏、磨头跳、磨头漏油等),导致砂轮与铸坯或设备发生碰撞,砂轮产生局部缺损,发生爆片。
2.1 爆片的原因分析
2.1.1 砂轮不同部位的温度分布
在磨削过程中,砂轮外圈直接接触连铸坯进行修磨,产生大量热量,温度上升最快,内部温度依次降低;在上下料过程中,砂轮得到冷却,外圈温度下降快。
2.1.2 砂轮爆片的原因
砂轮不同部位的温度分布不匀,同一部位在不同时间的温度变化也很大,由设备原因使砂轮失去平衡,瞬间将产生很大的内应力,当这一内应力大于砂轮磨料之间的粘合力时,将使磨料颗粒间撕裂,而且裂纹将不断延伸,直至砂轮爆片。
2.2 预防措施
1)点检员加强日常对修磨机设备的检查,消除可能存在的隐患。
2)修磨工利用清渣、吊斗子等设备停机的间隙时间,对磨头、卡盘等进行排查。
3)修磨过程中发现异响,应立即停机,检查设备,防止发生爆片事故。
3 操作原因
砂轮边缘磕碰状掉块;砂轮侧面有接触铸坯痕迹;修磨铸坯有打边或打角现象。
3.1 爆片的原因分析
砂轮与连铸坯发生碰撞,导致砂轮局部缺损,发生爆片。
3.2 预防措施
1)精细操作,修磨边角部位重点关注,及时调整长度补偿值。
2)修磨边角部位减小压力,调整减压系数或持位压力至正常修磨压力的90%~95%左右。
3)连续出现铸坯测长不准确时,及时反馈设备人员进行处理。
4)确保程序的联锁保护功能。
4 砂轮质量原因
砂轮由根部彻底损坏;钢圈断裂。
4.1 爆片的原因分析
1) 砂轮加固层与使用层之间粘合性较差,或砂轮本身存在裂纹,使用过程中从根部裂开,发生爆片。
2)钢圈强度不够,在发生爆片,时钢圈断裂,没有起到防止破片飞散的作用。
4.2 预防措施
1)砂轮使用前检查砂轮,发现有裂纹或沾水沾油或明显磕碰痕迹的,停止使用。
2)搬运及安装过程中平稳运送砂轮,避免发生撞击和跌落。
3)修磨铸坯应控制磨前温度,按要求进行晾温,避免砂轮不耐高温发生爆片。








 豫公网安备41019702003604号
豫公网安备41019702003604号