

 手机资讯
手机资讯 官方微信
官方微信摘要 一、磨具分类1、固结磨具:用磨料(磨削材料)与结合剂制成的具有一定形状和一定磨削能力的工具。砂轮是在磨料中加入结合剂,经压坯、干燥和焙烧而制成的多孔体。由于磨料、结合剂及制造工艺不...
一、磨具分类1、固结磨具:用磨料(磨削材料)与结合剂制成的具有一定形状和一定磨削能力的工具。砂轮是在磨料中加入结合剂,经压坯、干燥和焙烧而制成的多孔体。由于磨料、结合剂及制造工艺不同,砂轮的特性差别很大,因此对磨削的加工质量、生产率和经济性有着重要影响。砂轮的特性主要是由磨料、粒度、结合剂、硬度、组织、形状和尺寸等因素决定。
按形状分:
1) 砂轮:平形砂轮、斜边砂轮、筒形砂轮、杯形砂轮、碟形砂轮
2) 砂瓦(砂砖)
3) 油石(珩磨条):具有一定截面形状的条形磨具。
还有其他百页碟、千叶磨轮、打磨片、切割片、金刚石锯片。
按结合剂分:陶瓷砂轮、树脂砂轮、橡胶砂轮、金属砂轮等 按磨料分:(刚玉和碳化硅等)砂轮、天然磨料超硬磨料砂轮、(金刚石和立方氮化硼等)砂轮;
2、涂附磨具:涂附磨具是指用粘结剂把磨料粘附在可挠曲基材上的磨具,又称柔性磨具。
按形状分:
1)砂纸(纱布)
2)砂带
3)砂碟
按照用途分:
1.海绵砂纸:适合打磨圆滑部分,各种材料均可。
2.干磨砂纸:适合粗加工或者打磨一些比较粗糙的东西,比如铁管金属等。
3.水磨砂纸:质感比较细,水磨砂纸适合打磨一些纹理较细腻的东西,而且适合后加工;水磨砂纸它的砂粒之间的间隙较小,磨出的碎末也较小,和水一起使用时碎末就会随水流出,所以要和水一起使用,如果拿水砂纸干磨的话碎末就会留在砂粒的间隙中,使砂纸表面变光从而达不到它本有的效果,而干砂纸就没那么麻烦,它的沙粒之间的间隙较大磨出来的碎末也较大它在磨的过程中由于间隙大的原因碎末会掉下来,所以它不需要和水一起使用。
按照商品名称分:
1.木砂纸,即干磨砂纸;
2.水砂纸,即耐水砂纸;
3.铁砂布,是干磨砂纸的一种,较粗,能尽快地磨光金属表面。
4.金相砂纸
按照磨料分:
1.棕刚玉砂纸;
2.白刚玉砂纸;
3.碳化硅砂纸;
4.锆刚玉砂纸等。
按照粘结剂分:
1.普通粘结剂砂纸;
2.树脂粘结剂砂纸。
二、磨具的组成
1、固结磨具:磨料、结合剂
主要特性与参数:磨料、粒度、结合剂、硬度、组织、形状、尺寸、粘度
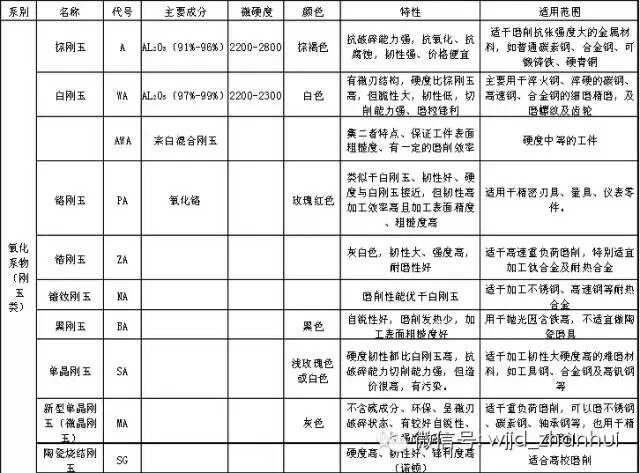
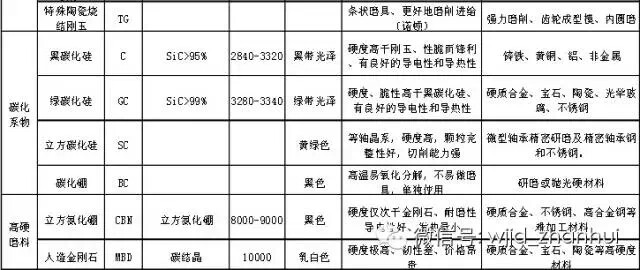
1) 磨料:
2)粒度:磨粒平均直径。
号(或目)是指磨料的粗细及每平方英寸的磨料数量,号越高,磨料越细,数量越多,目数的含义是在1平方英寸的面积上筛网的孔数,也就是目数越高,筛孔越多,磨料就越细。
砂轮粒度与表面粗糙度对照
粒度 36-46 54-60 70-80 90-100
粗糙度 Ra1.6 Ra0.8 Ra0.4 Ra0.2
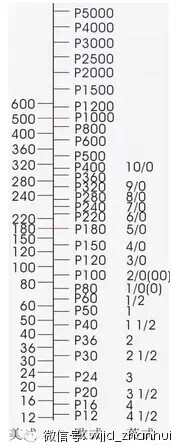
磨料粒度号及其颗粒尺寸

不同粒度砂轮的使用范围

不同粒度砂轮的使用范围
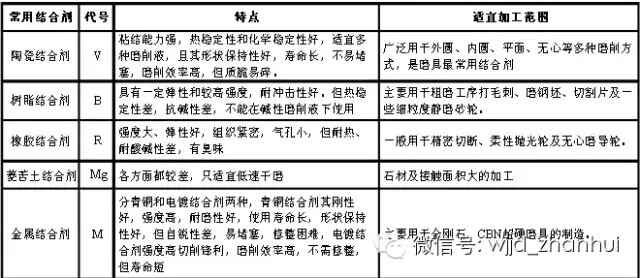
2) 结合剂:砂轮中用以粘结磨料的物质称结合剂。砂轮的强度、抗冲击性、耐热性及抗腐蚀能力主要决定于结合剂的性能。
常用结合剂的性能及适用范围
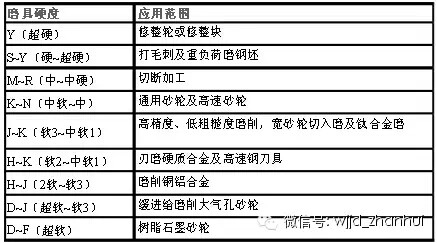
3) 硬度:砂轮的硬度是指砂轮表面上的磨粒在磨削力作用下脱落的难易程度。砂轮的硬度软,表示砂轮的磨粒容易脱落,砂轮的硬度硬,表示磨粒较难脱落。砂轮的硬度和磨料的硬度是两个不同的概念。同一种磨料可以做成不同硬度的砂轮,它主要决定于结合剂的性能、数量以及砂轮制造的工艺。磨削与切削的显著差别是砂轮具有“自锐性”,选择砂轮的硬度,实际上就是选择砂轮的自锐性,希望还锋利的磨粒不要太早脱落,也不要磨钝了还不脱落。
常用砂轮硬度等级及应用
选择砂轮硬度的一般原则是:加工软金属时,为了使磨料不致过早脱落,则选用硬砂轮。加工硬金属时,为了能及时的使磨钝的磨粒脱落,从而露出具有尖锐棱角的新磨粒(即自锐性),选用软砂轮。前者是因为在磨削软材料时,砂轮的工作磨粒磨损很慢,不需要太早的脱离;后者是因为在磨削硬材料时,砂轮的工作磨粒磨损较快,需要较快的更新。精磨时,为了保证磨削精度和粗糙度,应选用稍硬的砂轮。工件材料的导热性差,易产生烧伤和裂纹时(如磨硬质合金等),选用的砂轮应软一些。
4)组织:砂轮的组织是指组成砂轮的磨粒、结合剂、气孔三部分体积的比例关系。通常以磨粒所占砂轮体积的百分比来分级。
砂轮有三种组织状态:紧密、中等、疏松;细分成 0-14号间,共15级。组织号越小,磨粒所占比例越大,砂轮越紧密;反之,组织号越大,磨粒比例越小,砂轮越疏松。
砂轮组织分类

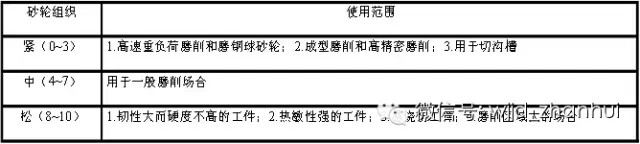
磨具组织选择与工件性质及磨削条件的关系表

磨具组织的使用范围表
磨具组织选择与工件性质及磨削条件的关系表
磨具组织的使用范围表
7)粘度
2、涂附磨具:磨料、结合剂、背基
主要特性与参数:
基材、磨料、粒度、植砂密度、植砂方式、粘结剂、超涂层、形状、尺寸
用基体处理剂处理基体的方法。根据使用要求主要分为非耐水处理和耐水处理、防静电处理、柔软处理、耐高渗处理及耐油处理等。
2)磨料:同固结磨具磨料
3)粒度:
号(或目)是指磨料的粗细及每平方英寸的磨料数量,号越高,磨料越细,数量越多,目数的含义是在1平方英寸的面积上筛网的孔数,也就是目数越高,筛孔越多,磨料就越细。
粗磨的为:16目, 24,36,40,50,60
常用的为:80,100,120,150,180,220,280,320,400,500,600
精细打磨细的为: 800,1000,1200,1500,2000,2500……
砂纸分为欧式、美式、英式,在砂纸背面有号数规格,美式只有号数,欧式则在号数之前加注一个『P』字,英式则是以数字及分数表示,1/0之规格也有书写成0号,2/0也有书写成00号。
4)植砂密度:表示磨具表面磨粒分布的疏密程度,以单位面积基体上磨料的覆盖率来表示,分为疏型和密型两大类,也可分为疏、中、密型三大类的。
植砂密度的大小直接影响磨削加工的效率。密型磨具切削刃多,磨削效率高,绝大多数磨具是密型植砂,但它空隙少,容纳切屑的空间小,易发生堵塞和烧伤工件。疏型磨具则具有更大的优越性。
植砂的方法在砂带制造加以阐述.植砂分密植砂、半密植砂与稀植砂三种。所谓植砂系指将磨料植于砂带上的一种工序,植砂密度是指在每平方米的砂布(纸)上植入磨料的重量。植砂密度的稀密与磨削有密切的关系.
a. 密植砂:指每平方米砂布(纸)块上所植入的磨料很密.绝大多数磨削领域中均采用密植砂.除了有特殊要求处,应尽量提高植砂密度.因为磨料是在磨削过程中起磨削作用的主要材料,因此如不发生阻塞,应积极延长磨料在砂带上的寿命,这对使用者来说也地这样想的,这样有利于磨削加工的加工效益和经济效益.
b.半密植砂:所谓半密植砂顾名思义比密植砂所植的磨料要稀,对于磨削中怕热或一些被磨材料怕阻塞情况适用.
c.稀植砂:是指比半密植砂所植的磨料还要少.如加工软材料,如松香量比较高的木材、橡胶制品、铝及铝合金、铜及铜合金、皮革等比较适用.
用稀植砂解决磨削中的阻塞之外,还可以将砂带磨料层上涂上一层特殊的物质,以增加在磨削过程中抗阻塞的作用,并保持良好的磨削与抛光功能.这种砂带特别是细粒度中使用较广,即超涂层砂带.
5)植砂方式:主要有重力植砂和静电植砂两大类
6)粘结剂:粘结剂的组成比较复杂,除了主料以外,还有许多辅料,以改善主料的某些性能,如填料、固化剂、促进剂、着色剂、表面活性剂以及溶解剂等.根据不同的用途,不同的树脂,不同的要求选择以上这些辅料,使砂带达到预计的质量要求.按照不同粘结剂的互相搭配,就形成目前砂带四种类的粘结剂产品.
(1)全动物胶产品:代号为G/G.
底胶及复胶全部采用动物胶.这种产品的成本低,制造简单.但由于动物胶粘结性差,不耐热,不耐潮,是一种档次比较低的产品,常用于一般的木器和轻金属的研磨和抛光以及半手工的加工方式.
(2)半树脂粘结剂产品:代号:R/G.
以动物胶为底胶,树脂胶为复胶的一种产品,改进了动物胶产品粘结性差不耐热不耐潮的缺点.因而一方面保持了价格低廉(比动物胶略贵)和性能柔软的特点,另一方面又提高了抗潮和耐磨的性能.这种产品主要用于卷辊式机械磨削加工,更多的是制成各种砂带在木材加工中使用,也用于皮革、塑料、橡胶等非金属材料的抛光和精磨.国外有些复合基砂带,也是用半树脂粘结剂制作的,半树脂砂带在国外占有很大的比重,它是一种物美价廉而又比较通用的产品。
(3)全树脂粘结剂产品:代号为R/R
此类产品的底胶与复胶全是树脂粘结剂制成的,常用的是水溶性酚醛树脂,它的粘结性和耐热性较好,是目前砂带制造过程中常用的一种粘结剂,用中型布和重型布基可制成性能极好的砂带,对难加工材料、强力磨削和重负荷磨削是一种理想的选择,例如国外采用锆刚玉为磨料,磨削不锈钢铸件的强力磨砂带就是用全树脂制成的。
全树脂砂带是一种高档产品,它对木材、难加工金属材料均有较好的磨削效果,是一种用途较广的砂带.这里特别指出这类产品虽然是标明是耐水的,但仍只限于干磨或者在油类配制的冷却剂中磨削,因为虽然有一定的耐水性,但这种产品都未进行特殊防水处理,所以一旦在有水的条件下长期作业,会因为吸水膨胀而导致产品的磨削性能下降,因此这种产品虽然具有抗潮的能力,而不能作为耐水产品来对待.全树脂产品要比动物胶、半树脂产品抗潮性要好。
(4)耐水产品,代号为WP:
这种产品除了底胶与复胶均用耐水的合成树脂外,基体也必须经过耐水处理.即所用的原布处理胶有较好的耐水性,便砂带在水中或者在乳化液中仍能保持良好的磨削性能和较小的砂带变形.与全树脂砂带相比,耐水砂带更有独到的耐水性能,所以全树脂产品不一定是耐水的,而耐水产品必须是耐水的,除了底胶和复胶采用耐水树脂以外,原布处理的胶也必须是耐水的,这是真正意义上的全树脂耐水产品.这种产品应用于难加工材料及机械零件上的磨削和抛光.
超涂层:超涂层砂带,超涂层砂带是近年来出现的一种新型砂带,其构成中除了基材、磨料、底胶和复胶外,还再涂了一层具有特殊功能的涂层,这种涂层称为超涂层或第三层。超涂层与二次复胶有本质区别,二次复胶的主要作用是弥补一次复胶之不足,目的是要使磨粒粘结更可靠;超涂层则是为了改善砂带的某种使用性能,在这种涂层中粘结剂含量很少,它常常是由含硫或某种卤族元素(如氟化钾、氟化钠或其它活性填料)组成的化学添加物(也称磨削助剂)。
虽然人们对超涂层添加物的作用机理认识还不够透彻,但使用的效果表明它对阻止磨屑与工件的再焊或与磨粒的粘接,降低磨削界面剪切力,减少磨料磨损、消除静电吸附、防止砂带填塞、增加表面散热、提高砂带切除率、改善某种加工条件下的表面质量都具有明显的作用。超涂层砂带在磨削时所需功率和法向力都比普通砂带小。尤其在磨不锈钢、钛合金等难磨材料时,超涂层砂带具有特殊的优越性。
形状及尺寸:页状、卷状、带状、盘状和异型品,尺寸根据需要。








 豫公网安备41019702003604号
豫公网安备41019702003604号