

 手机资讯
手机资讯 官方微信
官方微信摘要 随着金属业的不断发展,各种金属制品形状尺寸品种众多,焊接技术得到广泛的运用,但伴随的焊接点不平整需打磨的问题随之而来,国内外对专业用于焊接点打磨的百叶片非常重视,而目前市场上销售的...
随着金属业的不断发展,各种金属制品形状尺寸品种众多,焊接技术得到广泛的运用,但伴随的焊接点不平整需打磨的问题随之而来,国内外对专业用于焊接点打磨的百叶片非常重视,而目前市场上销售的传统平面轮磨削效率低,消耗快磨料利用率不高,打磨工件数少,手感重火花小,导致被磨削对象单位成本也偏高,和当下企业追求高效率、低成本的状况及金属业快速发展的步伐不一致,平面轮的需求量随国内整体行业的发展正日益上升,而国内涂附磨具行业针对这一专业市场的产品普遍存在的磨削效率不高,使用寿命短。针对这一现状,我公司开发的专门用于高效低耗磨削抛光平面轮专用砂布很有必要。
公司根据自身拥有的技术研发队伍的业务技能水平,设备工装的进步程度,原材料供应的多样可选性,加之自身几年来生产经验的不断积累和发展,结合公司这几年战略发展规划,在2011年我司成功研制出XA911高效低耗磨削抛光平面轮专用砂布。
一、产品主要规格及创新点
1、产品主要规格:P40#—P400#。
2、产品的创新点:
①使用特定纱支、组织、经纬密度及强度的原布,为产品的使用寿命、同步消耗奠定了良好基础。
②原布采用变性淀粉和改性树脂等做浸渍处理材料,不仅粘接强度好,而且具有一定的脆性使得平面轮磨削时同步消耗,手感轻盈火花大。
③改性酚醛树脂为底胶、复胶,使产品提高韧性,加强胶与磨料之间的结合力,延长了磨料脱离期限,延长了使用寿命。
④使用高性能特殊磨料,提高磨削性能,比传统K51全树脂砂布磨削量提高30%以上,从而使得打磨工件数得到显著提升。
⑤使用新型刮浆材料增强后道平面轮制作时背浆粘胶强度,改进市场上反映国内一些百叶片不粘胶、易飞片达不到出口要求等问题。
二、制备工艺
1、前期市场调研及工艺分析:公司的科研队伍深入市场对专业用于焊接点打磨的百叶片加工类厂商进行调研,主要是两个方面:磨削类加工对平面轮磨削能力的要求、同步消耗问题以及背浆粘胶强度的要求、目前主要使用的进口百叶片产品,将一些进口性能好的进行样品分析结合实际使用要求,掌握这类产品的基材种类、基布处理要求、强度/延伸、粘结力、背浆粘接、同步消耗及公司内部根据产品使用状况提出XA911高效磨削抛光专用百叶片砂布。
2、生产过程包括:基材烧毛、退浆、水洗、——拉伸定形——浸渍——刮浆——切边——涂底胶——植砂——预干燥——涂复胶——主干燥——后固化——柔曲——检验分卷——包装出厂。
3、基布处理采用拉伸定型、浸渍、刮浆处理,其生产工艺如下:
①拉伸定型:将原布经过多组牵伸辊,通过各牵伸辊不同的转速对原布进行拉伸定型处理。
②将拉伸定型好的原布通过配制好的胶液浸泡挤压后烘干定型,其中浸渍胶液具体重量百分比如下:

④将浸渍好的布对非植砂面进行刮浆处理,其中刮浆胶液具体重量百分比如下:

底胶:


6、固化及后道处理工序为:
固化:
放卷—柔曲—分卷—检验—包装。
三、产品性能测试
1、产品性能检测:
砂面粘接强度测试:使用胶粘剂将试样裁切成宽为5cm、长度为30cm的长条状,将试样一端粘贴在木底板上,固化后再用夹具固定在强力测试机上,将试样从木底板上剥离所需要的平均力(N/5cm)。
浆面粘接强度测试:除用胶粘剂不一样外,其它测试过程同砂面粘接强度检测,为保证浆面粘接测试结果正确反应平面轮实际制作粘接能力,胶粘剂使用品种、工艺配比及烘干温度均同平面轮制作用胶及烘干温度。
测试数据:
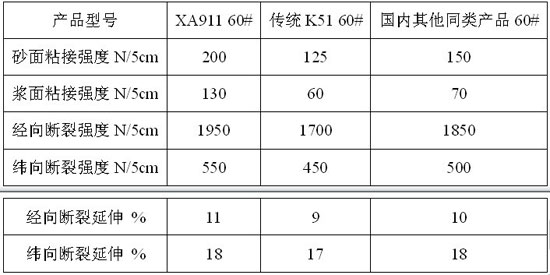
四、测试数据对比
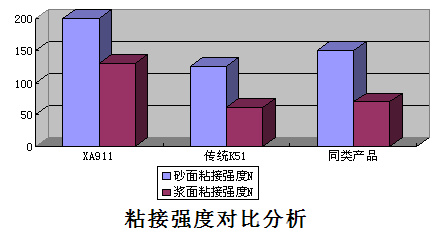
如本文开始所描述,XA911高效低耗磨削抛光平面轮,选用特定的原布、采用改性树脂浸渍提高粘接强度,保持同步消耗,在磨料上选择特定的磨料,作为三要素之一的磨料选择相符品种的同时对同品种的磨料在韧性、堆积密度、化学分析、合适的粒度组成等进行对比选择综合性能强的磨料来提升平面轮的磨削性能,以下为XA911砂布制作的平面轮与一般平面轮测试的对比图:
①粘接强度对比分析:
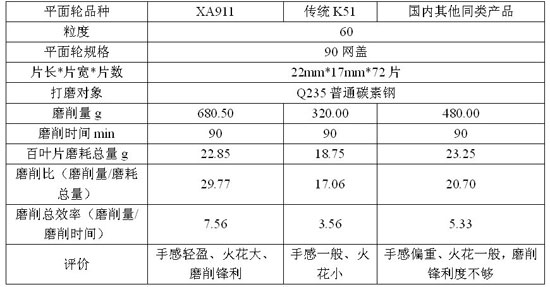
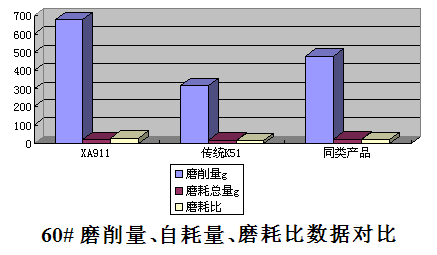
② 60# 磨削量、自耗量、磨耗比数据对比:
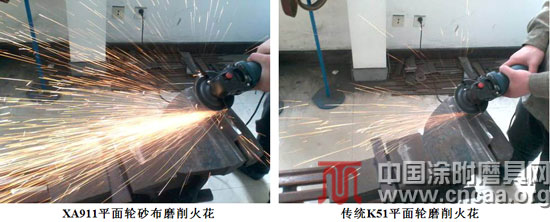
③现场磨削火花对比:
④、平面轮回转强度检测分析:
设备:研磨页轮回转强度试验机
平面轮规格:90网盖 22mm*17mm*72片(片长*片宽*片数)
分析:对XA911平面轮回转强度检测破碎时转速为23755 r/min,超出自定百叶片出口回转标准23000r/min要求,使用新型刮浆材料明显增强了背浆粘胶强度,可改进市场上反映国内一些百叶片不粘胶、易飞片等问题。
四、结论
XA911高效低耗磨削抛光平面轮专用砂布,采用新工艺同时因我公司生产砂布有多年的历史,引进德国世界先进生产设备,在“两胶一砂”量的精确控制方面,更具科技手段,使批质量的稳定性得到数据化控制,产品通过强度/延伸率测试、剥离强度、磨削能力测试、外观质量及现场使用比对等一系列检测,产品性能优越,磨削能力强、同步消耗、不断片、飞片,比传统K51磨削能力提高100%、比同类产品提高30%以上。
(作者:宋红林 王良伟 卞兆兵 熊义斌 王美华 袁军)








 豫公网安备41019702003604号
豫公网安备41019702003604号