

 手机资讯
手机资讯 官方微信
官方微信摘要 摘要利用Nd:YAG型金刚石精密激光切割机对表面经机械抛光的CVD金刚石膜进行切割,研究了激光焦点位置、重复频率、充电电压以及切割速率对切割面质量的影响,并利用扫描电子显微镜(SE...
摘要 利用Nd:YAG型金刚石精密激光切割机对表面经机械抛光的CVD金刚石膜进行切割,研究了激光焦点位置、重复频率、充电电压以及切割速率对切割面质量的影响,并利用扫描电子显微镜(SEM)、TR200型粗糙度仪和XJP-3C型金相显微镜对切割结果进行了表征。研究表明:将激光焦点置于金刚石膜表面进行切割时,切割面的粗糙度随着激光切割速率、重复频率的增加而减小;充电电压越高,切缝越宽;激光重复频率在80~100Hz范围内,其变化对切缝宽度影响较小;切割2.7mm厚的金刚石厚膜时,选取充电电池电压850V,重复频率90Hz,切割速率10mm/min,能够达到高效率高质量的理想切割效果。
关键词 激光;切割;CVD金刚石膜
CVD金刚石膜具有硬度高、执导率高、摩擦系数低并且从远红外到深紫外光学可透等优良特性,使其在半导体、硬质刀具以及光学领域有着广泛应用[1]。但由于金刚石硬度极高,传统的机械切割和线切割不适合于金刚石的加工。目前,切割金刚石膜的主要方法有电火花切割、磨料水射流切割和激光切割[2]。相比之下,激光切割是一种无接触式加工,无工具损耗,无机械力,不易造成金刚石膜的破裂,且具有切缝小、效率高、热影响区域小、切缝边缘无机械应力等优点,被认为是切割金刚石膜的一种理想方法[3]。激光切割金刚石膜的机理:利用激光束在金刚石膜上产生局部高温,使金刚石石墨化[4],并形成一层由石墨相和非晶碳组成的修复层[5],利用热处理和化学处理将其去除,达到切割目的。有人对激光切割金刚石膜进行过研究,但切割质量与效率不尽如人意。采用新型高能量、高精度Nd:YAG型激光切割机进行CVD金刚石膜的切割实验,研究了激光焦距、重复频率、充电电压以及切割速率对金刚石膜切割质量的影响,从而得到激光切割CVD金刚石膜的理想工艺。
1 实验条件及方法
1.1 实验设备
本实验采用Yd:YAG型金刚石精密激光切割机,激光输出功率为25~50W,重复频率1~100Hz,激光脉冲宽度100μs,光斑直径60~80μm。加工过程采用WinCNC数控系统控制,同轴CCD监视系统监控,具有加工精度高(0.01mm)的特点。本次激光切割实验材料均为化学气相沉积法(CVD)生长的金刚石膜,实验前金刚石膜经过机械抛光处理,表面平整。
1.2 焦点的确定
激光切割机中激光枪产生,为一系列平等光束,然后利用聚焦镜将它们聚焦到一点,即为焦点[6]。如图1所示。焦点处激光最为集中,能量大,光斑小,因而在进行切割前,必须先确定焦点位置。将一黑色钢片(便于观察光斑)固定在夹具台上,对激光切割机各参数进行设定,充电电压610V,频率50Hz,在此参数下,激光不会击穿钢片,且能清楚地在CCD监视系统上观察激光光斑。选取一适当的Z轴高度,使激光喷嘴开始有间隔地发出激光脉冲,每次脉冲Z轴下降0.1mm。利用同轴CCD监视系统对激光束在钢片表面所产生的光斑进行观察,发现随着Z轴的降低,光斑先由大变小,再由小变大,光斑最小处即为焦点位置。
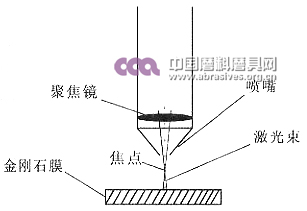
图1 激光切割金刚石膜示意图
2 结果与讨论
2.1 焦点位置对金刚石膜切面的影响
激光焦点确定后,开始进行切割实验,但在实际过程中,金刚石膜具有一定的厚度,尤其对于厚膜而言,焦点与金刚石膜的相对位置对切割面的平整度和锥度有着非常大的影响,因而需要考虑将焦点设在金刚石膜的什么位置能够获得理想的切割效果。图2为三种方式的切割剖面SEM图。实验切割材料为2.2mm厚CVD金刚石膜,采用三种不同的切割方式:(1)焦点置于金刚石表面下1.1mm处,重复切割两次,如图2中A;(2)先将焦点设置在金刚石膜表面,切割一次,然后下降至膜表面下1.1mm,切割一次,如图2中B;(3)焦点置于金刚石膜表面,重复切割两次,如图2中C。三种方式除焦点位置外,其他切割条件相同,充电电压850V,重复频率90Hz,切割速度10mm/min,均再次切穿。
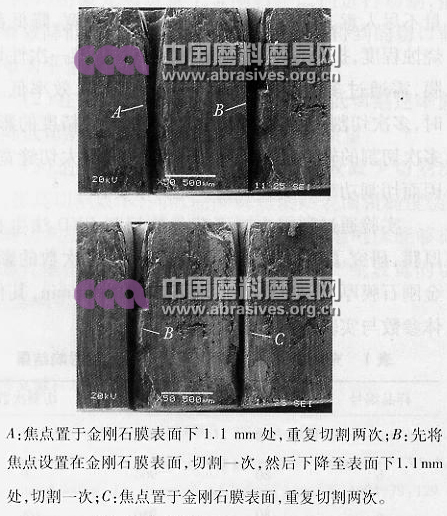
图2 三种切割方式的切缝剖面SEM图
由图2可以看出,A的切割入口区[7]较大,呈明显的喇叭口状,整体切缝较宽,相对而言,C的切割入口区较小,整体切缝较细、平整、锥度小,切割效果理想。B的切割结果为A与C的综合效果。这些现象的产生与激光的聚焦原理有关,激光束在焦点至聚焦镜部分为聚焦过程,该区域激光强度大,而在焦点以下部分为发散过程,能量相对较低。如图3所示,将焦点置于金刚石膜中间进行切割,其切入角大,入口激光能量大,形成喇叭切入口;相对而言,将焦点置于金刚石膜表面进行切割,切入角小且入口能量较小,能得到理想的切割效果。因此,将焦点置于金刚石膜表面进行切割是最为理想的切割方式。
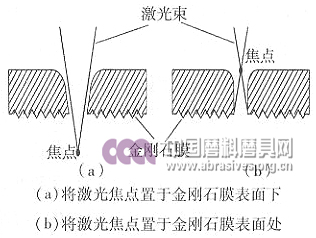
图3 焦点置于金刚石膜不同位置的激光切割效果示意图
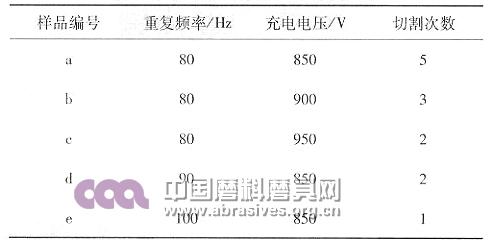
切割质量和切割功率二者间是相互影响、相互制约的。尽管较大的切割功率能够钱次性切穿金刚石膜,但往往使得切缝较宽、切割截面烧蚀严重,切割质量不尽人意。降低功率能够有效减小缝宽,降低截面烧蚀程度,需通过多次切割才能切透金刚石膜,效率低。同时,多次切割受到激光切割机数控台归位精度的影响,多次切割的轨迹并不完全重合,同样会增大切缝宽度。因而切割功率和次数的选择尤为重要。
实验通过利用不同工艺参数切割CVD法生长的厚膜,研究了重复频率、充电电压对切割次数的影响。金刚石膜厚2.7mm,切割速率50mm/min,其他具体参数与实验结果见表1。
表1 充电电压、重复频率对切割次数的影响结果
2.3 激光切割速率对切割面粗糙度的影响
事实上,激光切割金刚石膜就是对其进行连续打孔的过程。激光在金刚石膜表面产生局部高温,烧蚀出孔洞,利用膜与激光头的相对运动,在金刚石膜上形成连续孔洞,从而达到切割的目的。在这一过程中,孔的间距对切割面的光滑度起着决定性的作用,推导出孔间距的计算公式为d(mm)=v(mm/s)/f(Hz),式中,v为切割速率,f为激光重复频率。显然,降低切割速率和提高激光频率能够有效减小孔间距,增强孔洞的连续性,能够得到更为光滑的切割面,还能有效减少切割次数。但过低的切割速率同时也会制约切割效率。
选取适当的切割参数,在保证1~2次切穿金刚石膜的基础上,对2.2mm厚金刚石厚膜进行切割实验,研究重复频率与切割速度对孔间距的影响,并利用国产TR200型粗糙度仪对切割面度进行了表征,具体参数与结果如表2所示。
表2 切割速率对切割面粗糙度的影响结果
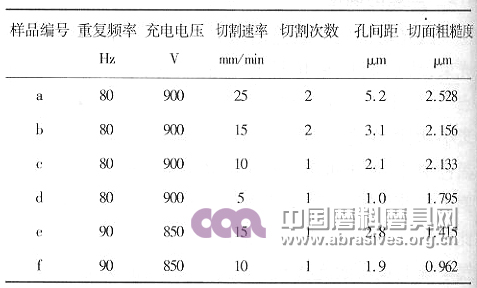
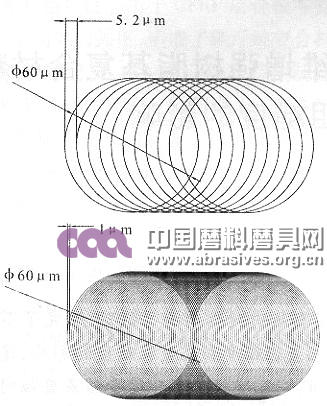
图4 孔间距分别为5.2μm和1.0μm的激光切割效果图
2.4 充电电压和重复频率对缝宽的影响
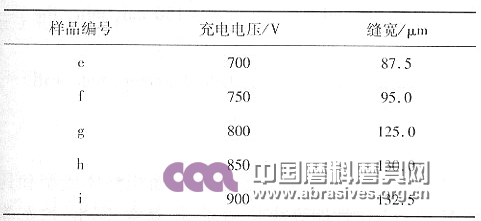
金刚石是自然界中具有众多优良性能的宝贵材料,在对其进行切割时应该尽可能降低金刚石的切割损耗。在保证切割质量的前提下,减小切缝宽度是降低金刚石材料损失的一种有效手段。为了排除多次切割对切缝宽度带来的不利影响,试验时需要一次切穿,选取厚度0.4mm的金刚石膜进行切缝实验,并利用XJP-3C型金相显微镜对切缝宽度进行测量,研究了重复频率与充电电压对切缝宽度的影响。
激光充电电压780V,切割速率10mm/min,其他参数与结果如表3。
金刚石是自然界中具有众多优良性能的宝贵材料,在对其进行切割时应该尽可能降低金刚石的切割损耗。在保证切割质量的前提下,减小切缝宽度是降低金刚石材料损失的一种有效手段。为了排除多次切割对切缝宽度带来的不利影响,试验时需要一次切穿,选取厚度0.4mm的金刚石膜进行切缝实验,并利用XJP-3C型金相显微镜对切缝宽度进行测量,研究了重复频率与充电电压对切缝宽度的影响。
表3 激光重复频率对切缝宽度的影响结果
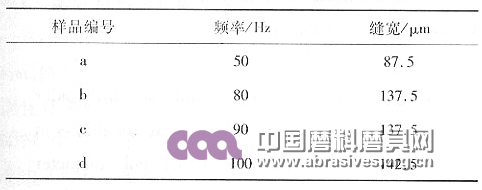
表4 激光充电电压对切缝宽度的影响结果
3 结论
利用激光精密切割机对CVD金刚石膜进行切割实验,研究了焦点位置、充电电压、重复频率以及切割速率对切割面质量的影响,发现:
(1) 将激光焦点置于金刚石膜表面进行切割,能够有效降低激光入射角度和入射能量,得到的切口截面最为平整、锥度小,切割效果最为理想。
(2) 在保证切割效率的前提下,降低切割速率能够降低切割面表面粗糙度值,提高切割质量。
(3) 适当地增加重复频率能够有效减少切割次数,提高切割效率,同时能降低切割面表面粗糙度值,提高切割质量。与之相比,尽管提高充电电压能够提高激光输出功率,减少切割次数,但会产生较宽的切缝,影响切割质量。
参考文献:
[1] BARANAUSKAS V, PELED A,TRAVA-AIROLDI V J,et al .Morphological studies of laser etching processes in self sustained CVD diamond wafers [J].Diamond and Related Materials,1994,79:129-135.
[2] 王亚,汪建华,王传新,等.CVD金刚石膜激光切割工艺研究[J].工具技术,2005,39(9):38-40.
[3] ZHANG G F , ZHANG B,DENG Z H,et al.An experimental study on laser cutting mechanisms of polycrystalline diamond compacts [J].Annals of the CIRP,2007,56(1):201-204.
[4] 季国顺,张永康.激光抛光化学气相沉积金刚石膜[J].激光技术,2003,27(2):106-109.
[5] ODAKE Shoko,OHFUJI Hiroaki,OKUCHI Takuo,et al.Pulsed laser processing of nano-polycrystalline diamond:A comparative study with single srystal diamond [J].Diamond and Related Materials,2009,18:877-880.
[6] 方向阳.CVD金刚石膜激光铲平切割工艺研究[J].宁夏工程技术,2003,2(2):157-160.
[7] 张勤俭,曹凤国,刘媛.人造单晶金刚石激光微孔加工技术研究[J].金刚石与磨料磨具工程,2009(2):22-25.
[8] OHFUJI Hiroaki,OKUCHI Takuo,ODAKE Shoko,et al.Micro-nano-structural investigation of laser-cut surfaces of single and polycrystalline diamonds [J].Diamond and Related Materials,2010,19:1040-1051.
[9] 徐锋.CVD金刚石厚膜的加工技术研究[D].南京:南京航空航天大学,2002.
作者简介
严垒(1988-),男,硕士研究生。主要方向:等离子体技术与薄膜材料。
通讯作者:马志斌,男,教授,博士生导师。主要研究方向为低温等离子体技术及其应用。








 豫公网安备41019702003604号
豫公网安备41019702003604号