

 手机资讯
手机资讯 官方微信
官方微信【摘要】:采用真空钎焊工艺,分别以不同成分的Cu基钎料(Cu80Sn20)90Ti10、(Cu90Sn10)82Ti18以及(Cu90Sn10)80Ti20制备了镀钛金刚石套料钻,并进行了花岗岩钻削试验。采用三维视频显微镜、扫描电镜观察了各种钎料钎焊金刚石套料钻的磨损情况。结果表明:3种配比的钎料对金刚石均已实现牢固结合;(Cu80Sn20)90Ti10合金较(Cu90Sn10)82Ti18合金和(Cu90Sn10)80Ti20合金钎焊金刚石套料钻有更长的使用寿命。
【关键词】: 真空钎焊 钎焊金刚石套料钻 Cu-Sn-Ti钎料
金刚石工具适宜加工高硬脆性的难加工材料,如硬质合金、光学玻璃、石材、半导体、以及各种结构与功能的陶瓷材料等;[1]。在石材的加工中,目前主要采用的是烧结金刚石工具[2-4];烧结金刚石工具中,金刚石磨粒在胎体中呈随机分布。烧结金刚石工具在使用过程中,金刚石在结合剂表面的出露高低不齐,同时,由于金刚石与一般金属及合金之间具有很高的界面能,在烧结条件下,金刚石与金属胎体之间很难形成真正意义上的化学结合,因此,胎体对金刚石的把持力较弱,在加工过程中,常出现金刚石过早脱落现象。而钎焊金刚石工具则实现了金刚石与基体之间强力的化学冶金结合,使金刚石颗粒的出露高度达到2/3粒径而在工作时不脱落,并且金刚石在基体中的分布可以进行优化设计。因此,金刚石工具在加工工件时切削刃能够保持较长时间的锋利度,而且切屑容易排除。钎焊工具可以有效克服烧结工具中胎体对金刚石的把持力较弱的劣势。通常采用的钎料有Ni-Cr、Ag-Cu-Ti及Cu-Sn-Ti3种钎料。Ni-Cr合金用来钎焊金刚石磨料已有几十年的历史,其耐磨性、耐高温性能好,本身强度高。但是Ni-Cr合金的熔点高(>1000℃),在钎焊金刚石磨料过程中,由于高温影响,金刚石本身的强度可能会降低。而且,钎焊过程不可避免地会产生残余应力,特别是残余拉应力有可能导致金刚石上微裂纹的产生。另外,Ni-Cr合金中含有触媒元素Ni、Fe等,可能导致金刚石向石墨转变,造成金刚石的热损伤。肖冰、陈燕[5-7]等人对Ni-Cr钎料钎焊金刚石磨粒的生成物、微观结构、反应机理以及在工具中的应用和存在的问题等做了深入而详细的研究探讨;卢金斌等人[8-10]对Ag-Cu-Ti钎料钎焊金刚石磨粒的生成物、微观结构、反应机理等进行了深入研究,并已将该钎料制作的钎焊金刚石砂轮应用于加工高温合金和钛合金等难加工材料,收到了很好的效果。人们不断探索新的钎料用于钎焊超硬磨料,以进一步降低钎焊工具成本,提高钎焊工具使用性能。在铜基钎料中,Cu-Sn-Ti三元合金受到了广泛的注意,该钎焊性能与银基钎料相近,而成本远低于银基钎料,现已有钎焊金刚石磨粒的研究报道[11,12],但是用于钎焊金刚石工具的研究仍较少,更缺乏对其使用性能等的研究。
本研究采用不同成分配比的Cu-Sn-Ti钎料对金刚石磨料进行钎焊试验、制备套料钻并进行石材钻切试验,分析了不同成分配比的钎料对钎焊金刚石的影响,以得到较优配比的钎料钎焊金刚石套料钻。
1 试验材料及工艺方法
套料钻基体材料为45#钢;金刚石磨料为MBS-970镀钛金刚石,粒度为40/45目;钎料为(Cu90Sn10)82Ti18 、(Cu90Sn10)80Ti20和(Cu80Sn20)90Ti10合金粉;钻切石材为安溪红花岗岩。试验过程中,首先对套料钻基体和金刚石磨粒进行去油、去污处理,接着将金刚石磨粒有序排布于套料钻基体表面,将钎料布于金刚石之上;在VAF-20型真空炉将套料钻试样加热至900℃,并保温8min;最后试样随炉冷却至室温。在钎焊的加热冷却过程中保持真空炉中的真空度始终低于1×10-2Pa。最终制得的套料钻端面形貌如图1a所示,从图中可以看到采用的Cu基钎料可实现对金刚石磨料显微镜形貌观察结果表明不同的钎料体系对于套料钻宏观形貌基本没有影响。图1b是钎焊金刚石套料钻的整体形貌。
采用自制的金刚石套料钻,在Z5125型立式钻床上钻切安溪红花岗石,钻床主轴转速800r/min,进给速度为0.056mm/r,加工石材过程中采用外供水的冷却方式对钎焊金刚石套料钻进行冷却,钻切过程如图2所示。在该钻削参数下,钎焊金刚石套料钻已属于重负荷工作状态。由于仅当在难加工材料的高效重负荷加工中,才能突出新一代钎焊工具的加工优势,因此对比试验有意选择在重负荷条件下进行。每种钎料制作套料钻各4支进行试验。

图 1 钎焊金刚石套料钻形貌
运用KH-7700三维视频显微镜、Quanta200型扫描电镜(SEM)对套料钻的磨损情况及钎焊金刚石磨粒进行微观形貌观察;HXS-1000AK型显微硬度仪测试钎料的显微硬度(测试条件:载荷0.2kg,保载时间15s);采用DKY-2型单颗粒抗压强度测定仪测定钎焊前后金刚石的静压强度。

图2 钻削过程
2 试验结果与分析
为考察套料钻的使用寿命,采用对比试验的方法,在相同的钻削参数下,统计钎焊金刚石套料钻失效时的平均累计钻进深度h。钻削试验一直进行到套料钻失去钻削能力为止。图3为不同钎料钎焊的金刚石套料钻的累计钻进深度对比,图3a为分别采用3种钎料钎焊的3个金刚石套料钻的累积钻进深度,图3b为每种钎料钎焊的金刚石套料钻的平均钻进深度。
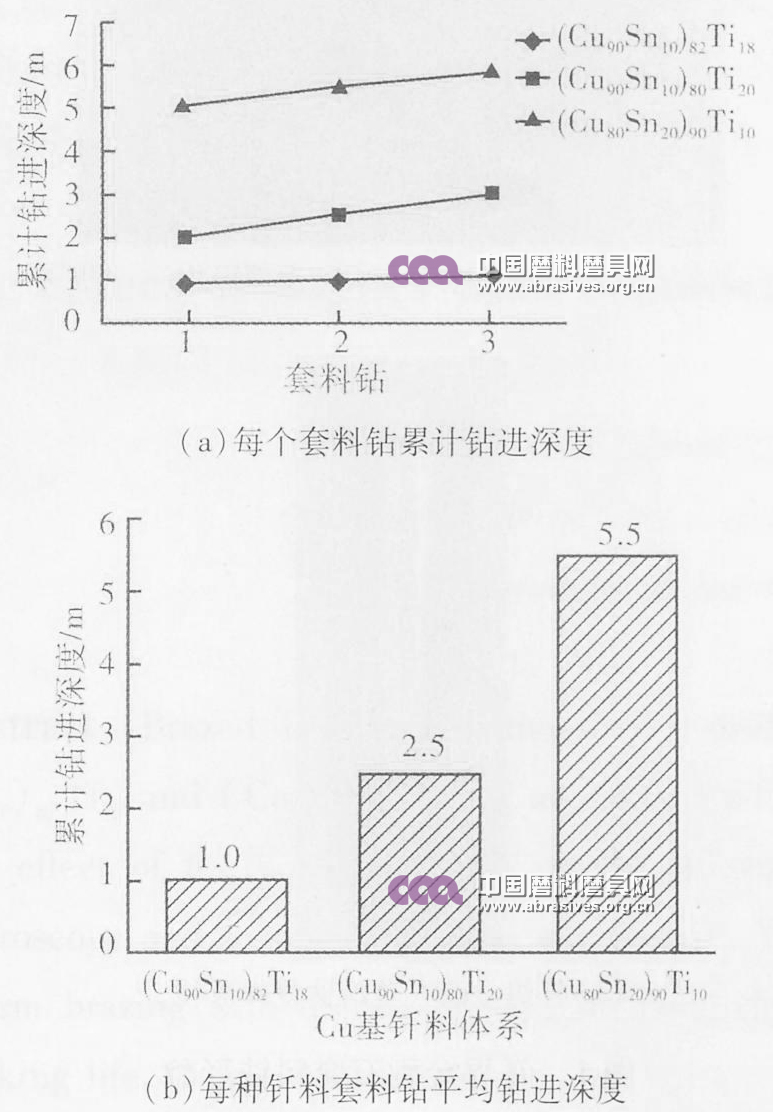
图3 不同钎料钎焊套料钻钻进深度对比
由图3a可知,3种钎料钎焊的金刚石套料钻寿命均不同,为了排除偶然因素带来的影响,每种钎焊工艺下制备了3种钎焊金刚石套料钻,取其平均寿命,如图3b所示。由图3可见,(Cu80Sn20)90Ti10钎料钎焊的金刚石套料钻寿命比(Cu90Sn10)82Ti18、(Cu90Sn10)80Ti20钎料钎焊的金刚石套料钻寿命均长;(Cu90Sn10)80Ti20钎料钎焊的金刚石套料钻使用寿命次之;(Cu90Sn10)82Ti18合金钎焊的金刚石套料钻在同等钻削条件使用寿命最短。
采用大景深三维视频显微镜观察钻削过程中金刚石套料钻上的磨粒磨损形态及金刚石套料钻钻削失效时套粒的最终形貌如图4所示。
钻削时3种钎料钎焊的金刚石工套料钻上的磨粒均为破碎磨损,没有出现磨粒脱落现象,说明3种钎料对金刚石已达到牢固结合。

图4 钎焊金刚石套料钻失效时磨粒最终形貌对比图
钎料是钎焊时的填充材料,它在钎焊过程中起着非常重要的作用。钎料自身的性质对钎焊效果来说有很大影响,因此,采用HXS-1000AK型显微硬度仪对钎料的显微硬度进行测试,各种钎料平均硬度值见表1。
表1 钎料显微硬度
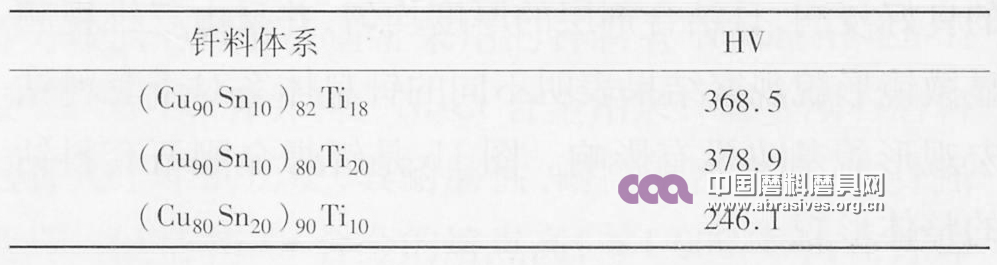
由表1可见,(Cu80Sn20)90Ti10显微硬度要比(Cu90Sn10)82Ti18、(Cu90Sn10)80Ti20合金显微硬度低很多,则经其钎焊后的金刚石与钎料之间存在的焊接残余应力也要小。
制备套料钻过程中在钎焊时金刚石已经受到损伤,可以从测定的钎焊前后金刚石磨粒的静压强度值中得到验证,钎焊前后金刚石强度对比表见表2。
表2 钎焊前后金刚石磨粒静压强度对比
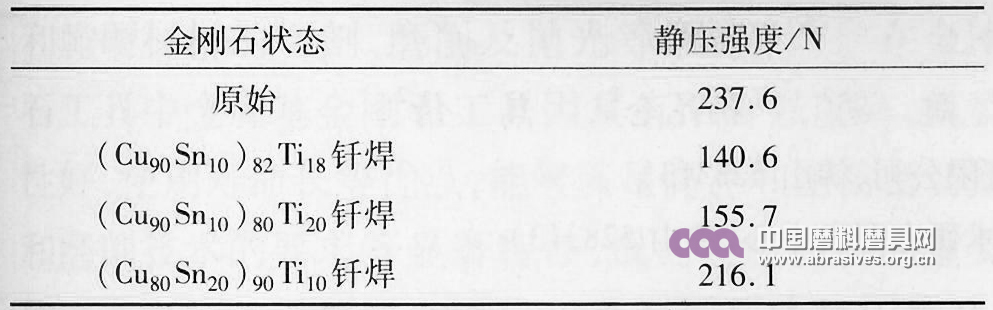
由表2可以看到3种钎料钎焊的金刚石比原始金刚石静压强度值均下降,只是(Cu80Sn20)90Ti10钎料钎焊的金刚石静压强度值降低得较少,其他两种钎料钎焊的金刚石静压强度有很大程度的减弱,一方面有可能是因为实验仪器误差引起(仪器力值误差为±1%),另一方面也可能是因为(Cu80Sn20)90Ti10钎料显微硬度相对于另外两种钎料要小很多,由其塑性就好些,从而钎料钎焊金刚石过程中产生的残余应力就要小一些,因此(Cu80Sn20)90Ti10钎料钎焊后的金刚石静压强度减弱的少。而且金刚石附近钎料上一定的塑性变形,可以用作加工硬化,有利于提高钎焊金刚石工具的加工精度[14]。
3结论
(1)3种配比的Cu基钎料对金刚石均已实现牢固结合;钻削试验后金刚石套料钻上的磨粒磨损形式均为破碎磨损;
(2)(Cu80Sn20)90Ti10合金较(Cu90Sn10)82Ti18和(Cu90Sn10)80Ti20合金钎焊金刚石套料钻有更长的寿命;
(3)钎料自身的性能决定了钎焊金刚石工具的质量。
参考文献:
[1] 王秦生.金刚石烧结制品[M].北京:中国标准出版煽动,2000.
[2] 丁星好.切削花岗岩的预合金粉末胎体金刚石锯片的研究[D].长沙:中南大学,2007.
[3] 张绍和,丁星好,杨仙,等.金刚石工具胎体与合金粉末制取与应用[J].金刚石与磨料磨具工程,2006(6):22-7.
[4] 张绍和,陈平,马欢,等.干切花岗岩的金刚石小锯片试验研究[J].金刚石与磨料磨具工程,2009(1):39-43.
[5] 肖冰,徐鸿钧,武志斌,等.Ni-Cr合金真空单层钎焊金刚石砂轮[J].钎焊学报,2001,22(2):23-26.
[6] 陈燕,徐鸿钧,等. Ni-Cr合金真空钎焊金刚石的表面石墨化[J]。焊接学报,2009,30(9):21-24.
[7] 卢金斌,徐九华,等。Ni-Cr合金真空钎焊金刚石界面微观结构分析[J]。机械科学与技术,2004,23(7)832-836.
[8] 卢金斌,徐九华.Ag-Cu-Ti钎焊金刚石的界面微观组织分析[J].焊接学报,2007,28(8):29-32.
[9] 卢金斌,徐九华. Ag-Cu-Ti钎焊金刚石的界面结构及热应力分析[J].稀有金属材料与工程,2009,38(4):642-646.
[10] 武志斌,徐鸿钧,肖冰.银基钎料钎焊单层金刚石砂轮的试验[J].焊接学报,2001,22(1):24-26.
[11] LI W C,LUANG C,LIN S T.Epitaxial interface of nanocrystalline TiC formed between Cu-10Sn-15Ti alloy and diamond[J].Diamond and Related Materials,2002(11):1366-1373.
[12] LI W C,LIANG C ,LIN S T.Interfacial segregation of Ti in tht brazing of diamond grits onto a steel substrate using a Cu-Sn-Ti bra-zing alloy [J].Metallurgical and Materials Transaction A,2002,33:2163-2172.
[13] 陈燕.高温钎焊金刚石磨料热损伤分析及其控制对策的基础研究[D].南京:南京航空航天大学,2008.
[14] 何源.单层钎焊金刚石工具的残余应力分析[D].南京:南京航空航天大学,2005.
作者简介
郭兆翠,女,1986年生,南京航空航天大学机电学院硕士研究生,研究方向:高效精密加工技术。








 豫公网安备41010202002334号
豫公网安备41010202002334号