

 手机资讯
手机资讯 官方微信
官方微信摘要 HeinrichOsterrath作李道育译摘要:本文系根据1986年第24届国际磨料工程年会(AbrasiveEngineeringSocietlyconf.)的论文加以编译的,...
Heinrich Osterrath作 李道育译
摘要:本文系根据1986年第24届国际磨料工程年会(Abrasive Engineering Societly conf.)的论文加以编译的,主要介绍了新研制成功的空心球复合磨料HBA在带钢、钢板和钢管磨削加工过程中的应用效果。
欧洲的钢铁企业早在20世纪50年代和60年代初期就开始从美国引进砂带磨床来加工带钢,多数生产线是由四个上置式砂架和一个下置式砂架组成;也有采用上下各三个砂架,可同时磨上下两个表面的生产线布局形式。所使用的砂带线速度、进给速度和一般操作条件均与美国钢铁企业类似;只是在冷却润滑方式上有所不同,美国企业主要使用乳化液,而欧洲企业则一般采用冷却润滑油。下面介绍在欧洲钢铁企业中八项应用新研制的空心球复合磨料HBA砂带独特优点的具体实例:
例1, 在德国某钢厂一台已投产24年(两班制生产)的美国制四砂架宽带砂光机上,抛磨AISI 300系列不锈钢带,当使用P150,P220,P280,P320四种碳化硅普通砂带时,其使用寿命仅限于250-1000延长米;而HBA磨料的砂带在相同粒度范围内的寿命则可延长至2000-6000延长米,甚至更多,在抛磨一卷钢带的过程中无需更换砂带。
当使用HBA砂带磨削时,工艺上与普通砂带有所不同,是采用两种砂带混合使用的方式,第一,二,三砂架仍使用普通砂带,仅在第四砂架使用HBA砂带作最终加工,以获得均匀一致的良好表面状态,砂带具体排列情况是:
第一砂架 氧化铝普通新砂带 粒度P120;
第二砂架 碳化硅普通新砂带 粒度P100 或 P120;
第三砂架 从第二砂架上换下的旧砂带 粒度P100 或 P120;
第四砂架 碳化硅HBA新砂带 粒度可以是P150或P220,也可按工艺需要选用P280;
例2, 在一条由上下各三个砂架的生产线上对AISI 300系列不锈钢带材进行修磨。砂带的组合方式为,第一和第二对砂架均使用HBA磨料的砂带,以修磨表面的缺陷;最后一对砂架使用氧化铝普通砂带进行表面精磨。生产统计表明每更换6次末道的普通砂带,才需更换一次HBA砂带。
例3, 热轧后的镍基合金钢带,宽200mm,经过一段矫平工序后就被直接送入砂磨机磨削。新工艺首先使用两条粒度为P60的碳化硅HBA磨料砂带,分别加工上下表面,以切除其热轧后在表面形成的很硬氧化层,由此取代传统的先抛丸再酸洗的清理工序,使用结果表明,这一对HBA砂带可处理4-6吨这种合金卷材;此后再用两道P40的氧化锆普通砂带进行大磨削量的修磨,以切除表面的缺陷。砂带驱动电机的功率为40kw,磨削时使用浓度为5%的乳化液进行冷却润滑。
例4,某钢板生产商使用一台欧洲制造的工作台式宽带砂光机来磨削经退火后的不锈钢压机用衬板,材质为AISI 410,采用冷却液溢流的湿磨方式,要求以最经济的成本来实现板材厚度的校准,过去基于P80 纸基氧化铝普通砂带的价格非常便宜,故一直使用这种砂带;而尽管许多新开发成功的砂带已被实践证实性能优越,可是仍因价格上的因素被拒绝使用。经过对比测试,一张P80 纸基氧化铝普通砂带只能加工4张板,切除的钢材重量约为32kg;当换用相同粒度,聚酯纤维布基氧化铝普通砂带后,一张砂带能加工8-10张板,切除的钢材重量为80kg。
在另一家加工不锈钢压机用衬板的生产厂使用一台新的辊式进给双砂架对置式宽带磨床来去除经退火处理的表面氧化层,以取代过去使用的抛丸和酸洗工艺。经试用证实,普通砂带是无法完成上述任务;而HBA砂带的使用寿命可达200至1000延长米,具体取决于砂头的驱动功率和热轧质量,以及退火后的表面状态。磨削为冷却液湿磨方式。
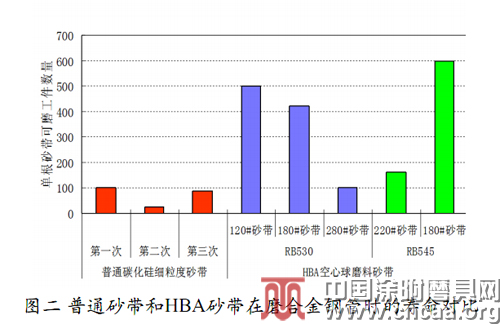
例5,某瑞典制造商在加工核反应堆热交换器用“Incoloy 800”合金钢管时,使用了一台瑞典制造的无心外圆砂带磨床,其砂磨头不是常见的接触轮或压磨板式磨头,而是自由式砂带磨削方式(见图一)。

经多次磨削试验证实,一条P80或P100的碳化硅HBA砂带可加工Φ22mm,长18m的管子1000根。管子粗磨后还需经原用的磨削生产线,使用更细粒度砂带进行精磨,普通砂带和HBA砂带平均使用寿命的对比请参见图二。
例6,在一台由四个上置式砂架组成的宽带砂光机上,将T304不锈钢薄板,从表面原始状态为2B级(即用经抛光的轧辊冷轧后的板面)抛磨至4级状态。砂带接触轮直径Φ355mm,刻有螺旋槽的辊面橡胶层硬度为肖氏sh A 60°;砂带规格为:宽1270mm×周长2620mm,砂带线速度为18m/s;工件进给速度为9m/min;磨削方式是干磨。当使用粒度为P100 碳化硅磨料的普通砂带(E级纸基),砂带排列顺序为:P100(新) →P100(新) →P100(旧);在上述工艺条件下,平均每张砂带可磨115张薄板。改用型号RB540X碳化硅HBA磨料的砂带,砂带排列顺序为:P150(新) →P240(新);平均每张砂带可磨1200-1400张薄板。不仅寿命大大延长,省去了更换砂带的麻烦,而且磨后的板面光洁度均匀,前后始终如一。
例7,在一台上置式单砂架宽带砂光机上,将厚0.9mm,宽1220mm经初磨后的T304不锈钢卷材,抛磨至4级表面状态。砂带接触轮直径为Φ203mm,刻有螺旋槽的辊面橡胶层硬度为肖氏sh A 70°;砂带规格为:宽1320mm×周长3632mm,砂带线速度为22m/s;工件进给速度为12m/min;磨削方式是干磨。在上述工艺条件下,当使用粒度为P120 碳化硅磨料的普通砂带(X级布基),平均每张砂带可磨1个重量约3.6吨的常规板卷,相当420延长米。改用型号RB540X,粒度为 P180,碳化硅HBA磨料的砂带,平均每张砂带可磨5个常规板卷,相当2100延长米。
例8,在一台上下对置式四砂架宽带砂光机上,对厚5mm,宽775mm的Incolloy 902耐热镍铬铁合金卷材进行修磨,以清除其表面的氧化层。砂带接触轮直径为Φ203mm,刻有螺旋槽的辊面橡胶层硬度为肖氏sh A 65°;砂带规格为:宽1066mm×周长3200mm,砂带线速度为18m/s;工件进给速度为4m/min;磨削方式是湿磨,使用浓度为3-5%的水溶性乳化液进行冷却润滑。在上述工艺条件下,四个砂架全部使用粒度为P40 锆刚玉磨料的普通砂带(合成纤维带基),磨1个重量约7.5吨的板卷,相当约250延长米,平均需耗用28-32张砂带。改为上下各用一条型号:RB545Y,粒度为 P60,碳化硅HBA磨料的砂带,这一付砂带就可完成一个卷材清除氧化层的工作。需特别说明的是这层氧化皮很硬,类似于磨料的性质,因此会使普通磨料在短时间内就被钝化;而这种镍铬铁合金的化学性质又十分活泼,在酸洗槽内将使合金的铁含量不断增高,并产生大量反应热,故无法采用酸洗法来去除这种合金在热轧和退火工序中产生的氧化皮,唯一可供选择的工艺方法就是磨削,而用普通砂带磨削虽可完成这一作业,但消耗量偏大,影响效率和成本;如今HBA磨料砂带的出现,将为这种清除氧化层工艺的推广创造了条件。不过HBA磨料砂带虽然在清除氧化层方面的性能特别突出,却不适宜用于大磨削量的加工;锆刚玉砂带的特点则与其反,所以在表层氧化皮被清除后,就应使用锆刚玉砂带来作大磨削量的加工,以修磨表面缺陷和切除厚度尺寸上遗留的加工余量。








 豫公网安备41019702003604号
豫公网安备41019702003604号