

 手机资讯
手机资讯 官方微信
官方微信摘要 摘要:主要介绍了国内外工程陶瓷材料特种加工技术如电火花加工、激光加工、高速往复磨削、复合磨削、振动钻孔、超声波微孔等6项加工技术,以及3项常规加工新技术的开发及应用近况。目前实际生...
摘要:主要介绍了国内外工程陶瓷材料特种加工技术如电火花加工、激光加工、高速往复磨削、复合磨削、振动钻孔、超声波微孔等6项加工技术,以及3项常规加工新技术的开发及应用近况。
目前实际生产中对工程陶瓷所采用的精加工方法通常为机械磨削,仅限于加工平面和回转曲面,极大地限制了工程陶瓷的应用。所以,目前陶瓷材料的加工技术已成为世界各国研究的热点。
一、研制开发特种加工工艺
1、陶瓷材料的电火花(EDM)加工技术
陶瓷材料EDM加工技术的难度远远大于一般金属材料,这是因为陶瓷具有较大的电阻率,超过EDM可加工范围(电阻率r<100W·cm):再者陶瓷的熔点很高(Tm>2000℃),增加了加工的困难。因此,必须采取以下措施,才有可能实现陶瓷材料的EDM加工:①增大加工电压以提高单个脉冲能量,达到加强电火花蚀除能力的目的:②改进伺服系统信号分辨能力,使其能对开路、放电、短路状态及时作出正确判别,以适应陶瓷加工的特殊要求。
与金属材料相比,陶瓷的组织结构要复杂得多。因此,电火花加工是一个极其复杂的电、热、流体、化学等综合作用的过程。电火花成型加工及电火花线切割HP-SiC陶瓷是可行的,但加工速度很低(一般低一个数量级或者更多)。因此,建议用电火花加工工艺作为HP-SiC陶瓷小余量的型腔、型孔加工或修整手段。
还有文献报道,现在用EDM加工陶瓷的速度已接近用EDM加工金属的速度。最近进行的实验所用材料包括从高导电陶瓷到各种绝缘陶瓷,绝缘陶瓷在加工时表面喷涂了如Ti-C或Ti-N化合物等导电材料。采用这么高的速度加工陶瓷减小了材料表面的微观裂纹,提高了加工件的拉伸强度,使常用于减少小批量零件磨削时间的无余量成形不再像过去那么困难。
2、陶瓷材料的激光加工技术
激光用于陶瓷这样超硬材料孔的加工,功率密度为107~108W/cm2,作用时间为10-3~10-5s,经济效益显著。目前用CO2激光器可在Al2O3陶瓷上打出精确的孔,加工成本大大降低。采用英国Frumpt公司生产的TLF750 CO2激光器打孔,孔径为0.762±0.013mm,位置公差<0.0635mm。
在美国机械工程师年会上,有人提出,CO2激光束热加工可能成为取代目前采用金刚石磨料的陶瓷加工的一种新方法,可以提高铣削工效10~30倍。与采用金刚石磨料的典型材料铣削加工速度(0.164cm3/min)相比,用CO2激光加工诺顿公司的NC-350Si3N4,在1552℃其工效提高10倍:在952℃和1552℃时加工尼尔森公司生产的ZrO2速度高达30倍,且陶瓷不会产生断裂。由此可避免金刚石磨料加工速度慢、降低陶瓷性能的缺点。提高陶瓷激光铣削的主要途径有增大光束、降低扫描速度或提高加工温度。
激光预热车削。车削陶瓷材料时,采用激光束或等离子加热可提高刀具耐用度和加工表面质量,还能减少切削力。不加热车削时,若f=0.05mm/r,ap=0.3mm,切削呈0.5mm长的薄片状:而加热到q;>925℃再车削时,切削呈带状,其卷曲半径随温度q;和速度v的升高而增大:当q;>1325℃、v=80m/min时,切削呈赤热的直带状,使得切削力下降60%,同时还使单位接触负荷减少。因此在陶瓷材料加工中辅以低功率密度激光(103~104W/cm2),对切削区局部加热,使加工区域材料有良好的延展性,这样就可以避免陶瓷产生裂纹,大幅度提高加工效率。
3、陶瓷材料的特种磨削加工技术
a、高速往复磨削
高速磨削是德国ELB公司开发的一种新型磨削技术。其目的在于提高往复工作台速度(约32m/min),减少工作台的行程,缩短模腔状的沟槽磨削和短工件的空磨距离。该磨削方式与缓进给强力磨削相反,工作台速度为常规往复磨削的2~3倍,由此增大磨粒切入深度(如图1中的hmax),利用工件的脆性磨去被加工面,实现陶瓷材料的高效率加工。
图1 单个切削刃切削部分形状

1.金刚石砂轮 2.聚能器 3.换能器 4.碳刷 5.电机 6.联轴节 7.主体 8.水冷套
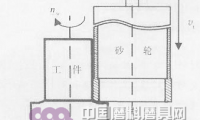
图2 超声波磨床的主轴结构
b、复合磨削加工
超声波磨削的原理是给旋转的磨削砂轮以轴向的超声波振动(如图2),让磨粒冲击工件,从而产生脆性破坏,达到磨削陶瓷的目的。此外,将放电加工和电解加工复合为一体的磨削加工法目前也已实用化,它不仅适用于陶瓷加工,而且正在朝着金属系难切削材料和烧结金刚石等加工的方面发展。由于复合磨削加工装置的成本较高,难以引进到中小企业,故目前普及有限。
日本还开发出了一种磨具不旋转的陶瓷磨削新技术,可对方孔等异形孔、甚至盲孔实施磨削。
陶瓷材料的振动钻孔技术
振动钻孔技术,就是在传统钻孔方法的基础上,给刀具或工件人为地造成一种可控的有规律的轴向振动,使刀具或工件一边振动、一边钻孔。振动切削的最大特点是可以根据工件材料的性能和加工要求,改变振动参数与切削用量的匹配关系,从而能随意改变切削条件,控制切削的大小和形状。
1、2.锁紧螺母 3.凸轮 4.振动凸轮轴 5.滚子 6.振动轴 7.振动方向
图3 振动刀架原理图
为了实现振动钻削,可以在普通车床上经适当改装,去掉普通刀架,改用专门设计的凸轮式轴向振动刀架(如图3):同时配合必要的冷却液与排屑系统以及专门研制的PWM(脉宽调制)比率调速仪。
目前,振动钻孔已应用到麻花钻、枪钻及各类内排屑深孔钻等加工方式。麻花钻可以应用到直径0.2mm以上微型和小深孔的加工:枪钻可用于直径3mm以上的深孔加工:BTA或DF钻可用到直径6mm。振动钻孔的振幅a(mm)要根据所选择的进给量s(mm)来选择,如枪钻的振幅选为2a/s≤5:而刀具的振动频率f(Hz)是按工件转速n(r)确定的,f/n=2~5。
4、陶瓷材料超声波微孔加工技术
日本在陶瓷的微孔加工中大多采用20kHz的超声波和2激光器加工。200Hz超声波加工是一边不断地供给碳化硼等磨粒和水的泥浆,一边进行加工。但由于是进行微孔加工,所以磨粒的粒度很小,从而导致加工速度很慢,另外,与超声波振动同步的专用工具的设计也极为困难,加工成本极高。在CO2激光加工中,存在着因发热而引起龟裂等问题,且对激光束的直径也有一定的限制。此外加工深度越大,加工精度越差。
最近日本在40kHz的超声波加工机主轴上装备电极沉积金刚石钻头,通过使主轴振动和旋转的超声波磨削来完成微孔加工,可以避免20kHz超声波和CO2激光器加工的缺陷。主轴的旋转速度v=3000r/min,进给量a=0.55mm/r,并且使用了与40kHz的超声波振动同步的专门设计的弹簧夹头。虽然该技术也采用了超声波磨削,但是由于在振动的同时还加以旋转,所以不需要泥浆。
二、陶瓷材料常规加工新技术
超硬刀具材料不断问世和特种加工技术的兴起,为攻克工程陶瓷这一加工难关奠定了基础。但由于其成本昂贵,技术复杂,在一定程度上限制了新材料、新技术、新工艺的运用推广。所以,科学家们又在积极寻求陶瓷材料的常规加工新技术。
图4 反应烧结SiC陶瓷零件

1.夹具 2.夹紧钢板 3.待加工毛坯 4.顶尖 5.刀具 6.加工后的零件
图5 变压应力切削示意图
1、用普通砂轮磨削陶瓷材料
图4所示为反应烧结SiC陶瓷(密度2.78g/cm3、硬度HV15000MPa)零件。首先选用粒度较粗的JR1150#树脂结合剂金刚石砂轮粗磨两平面,使两平面的平行度达到0.03mm,厚度为5-0.10mm。然后加工内外圆,达到尺寸精度和表面粗糙度要求。最后精磨两端面。
用绿色碳化硅砂轮精磨反应烧结SiC陶瓷时,砂轮具有一定的磨削能力,主要起抛光作用,表面粗糙度优于金刚石砂轮,且粗磨机动时间几乎相同,砂轮费用较低,是单件或小批量生产陶瓷零件较好的一种工艺技术。
2、陶瓷材料的变压应力切削法
陶瓷材料“硬”的问题,因新型超硬刀具材料的不断涌现,在切削加工中在很大程度上得到了解决:而其“脆”的问题,在切削加工中仍难以克服,成为突出的一个难点。所谓“脆”就是在工件切削加工过程中,极易发生崩裂小豁口,称为崩豁,其加工十分困难。产生崩豁的原因主要有二点:一是材料被切部分与已加工表面的最后分离不是由于正常切削,而是由于拉伸破坏所致。二是切削陶瓷形成崩碎切屑时,切屑变形所产生的龟裂往往向下延伸,在切削所产生的拉应力的作用下,切屑连同被加工工件基体的一部分一起崩落下来形成崩豁。若拉应力很大,则会使崩落相当严重,甚至使整个工件破裂。
由材料弹-塑性力学可知,对于同一材料来说,在三向压应力作用下材料塑性最好,在单向压应力作用下脆性最大。因此,在切削加工陶瓷等脆性材料时,当刀具逼近被加工材料终端,若使材料所受拉应力减小,或者变为压应力,即可达到改善材料的脆性,避免切削加工终了时发生崩豁的目的。这就是陶瓷材料“变压应力切削”的原理。
在同样切削条件下,车削由切割加工出的多边棱柱陶瓷工件毛坯,若用普通工艺方法车削,则出现严重的崩豁,有的缺口接近中心,造成工件报废。若用图5(a)所示的变压应力切削,即在陶瓷工件两端用粘结剂粘上两块钢板,使之一端夹紧,另一端用活顶尖顶住,令工件受到一定的预加压力后进行车削。加工后的工件见图5(b),质量合格。
这是由于预加钢板的阻挡以及预加压力产生了压应力,减小了切削加工中产生的拉伸应力,从而减少或避免了陶瓷材料切削加工中崩豁的发生。解决陶瓷材料切削加工中发生崩豁的问题,除变压应力切削外,还可以考虑在被加工材料终端进行局部加热或某种化学软化处理等方法来增加“塑性”,从而避免发生崩豁。激光预热车削就是一例。








 豫公网安备41019702003604号
豫公网安备41019702003604号