申请号:201410704786.5申请日:2014.11.29国家/省市:中国江西(36)
拉丝工艺表面拉丝的加工方法,针对铝合金及铝材质的拉丝加工方式,对于其拉丝的效果有一定的要求,不同的工件表面形状和大小也有所不同,因而加工方式也不同。拉丝方式有手工拉丝和...
申请号:201410212283.6申请日:2014.05.18国家/省市:中国河南(41)
申请号/专利号:200910017267本发明属于砂轮领域,具体涉及一种大直径、薄片结构的纤维增强树脂耐热高速切割砂轮及其加工方法。本发明将砂轮分为中心增强部分和切割使...
申请号:201310368693.5申请日:2013-08-22摘要:本发明提供一种锆刚玉磨料及加工方法,使用3200-6000目纳米级的95~96%细粒
申请号:201210550051.2申请日:2012-12-18摘要:本发明属于砂轮领域,具体涉及一种高精度的陶瓷微晶磨料强力磨
专利号:CN102145394A申请人:哈尔滨理工大学聚晶金刚石钻锪一体刀具及加工方法。碳纤维复合材料在航空航天的大量应用,碳纤维复合材料的加工中多为孔加工。一种聚晶金...
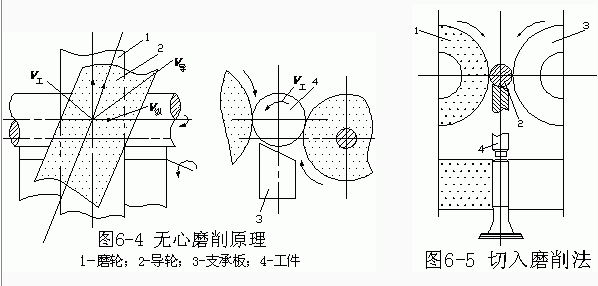

外圆表面是轴类零件的主要表面,因此要能合理地制订轴类零件的机械加工工艺规程,首先应了解外圆表面的各种加工方法和加工方案。本章主要介绍常用的几种外圆加工方法和常用的外圆加...
名称新基体砂布及其加工方法公开号1088506公开日1994.06.29 主分类号B24D11/00分类号B24D11/00申请号92115077.6分案原申请号申请日...
名称高功效砂轮及其加工方法公开号1050838公开日1991.04.24主分类号B24D5/02分类号B24D5/02;B24D7/02;C09K13/00申请号901...
虽然滚动轴承类型众多,其结构型式、公差等级、材料选用、加工方法存在差异,但其基本制造过程均包含以下内容:1、轴承零件制造-轴承零件检查-轴承零件退磁、清洗、防锈—轴承装...

3月28日,中国超硬材料网市场总监刘小雨、市场经理高峰一行走...

公元1278年,此时的南宋就如零丁洋里的一片到处漏水的孤舟,...
2023年9月20日,时隔四年,期待已久的第六届磨料磨具磨削展览会在郑州国际会展中心隆重开幕。本次展览会由中国机械工业集团有限公司、国机精工股份有限公司、中国机械国际合作股份有限公司联合主办。旨在推动中国磨料磨具行业的快速发展,加强国内外企业的交流与合作。
1963年,我国成功研制出第一颗人造金刚石,经过几代人的拼搏奋斗,实现了从无到有、从小到大、从弱到强的华丽蝶变。人造金刚石及其制品在我国航空航天、国防军工、机床机械等领域发挥着愈发重要的作用。不仅如此,随着金刚石技术的选代,金刚石民用领域—培育钻石迎来了自己的大爆发,中国占据了世界培育钻石产量的80%以上,近几年在国际上产生了巨大影响力。
市场部电话:+86-0371-67681070 刘小雨:13837111415 客服电话:+86-0371-67667020 传真:+86-0371-67651390 支付宝:yuanfaxinxi@163.com
市场部QQ:253516969 客服、友情链接QQ:1248693466
QQ交流群:39904292 工作时间:周一到周五 8:30 —17:30
Copyright © 2020 abrasives.org.cn 增值电信业务经营许可证:豫B2-20202116 ICP备案:豫B2-20100036-3 豫公网安备41019702003604号
豫公网安备41019702003604号


 手机资讯
手机资讯 官方微信
官方微信




