

 手机资讯
手机资讯 官方微信
官方微信摘要 在有限的能源现实面前,汽车制造企业一方面在研发新能源汽车,另一方面还继续在汽、柴油发动机上研发新技术。将有限的汽、柴油资源朝着发挥极致的方向进行,因此发动机的新技术正在被不断的开发...
在有限的能源现实面前,汽车制造企业一方面在研发新能源汽车,另一方面还继续在汽、柴油发动机上研发新技术。将有限的汽、柴油资源朝着发挥极致的方向进行,因此发动机的新技术正在被不断的开发和应用。虽然麦肯锡报告预估到2030年电动车(包含汽电混合车种)销售量占比将高达50%(预估数据应验的前提是电动车售价需降价三分之一、电池续航力需进一步提升),但是根据中国的汽车实际需求,机加工刀具的使用还将继续保持上升趋势。1.动力总成机加工刀具现状
(1)我国汽车产能的现状
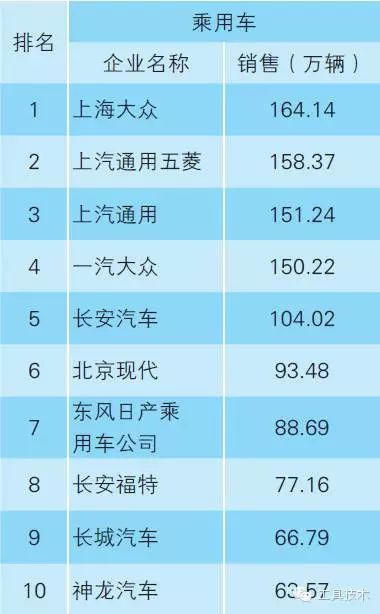
中汽协数据显示,2015年我国汽车产销分别完成2450.33万辆和2459.76万辆,均创历史新高。表1为我国2015年1-11月乘用车汽车前十家生产企业销量排名(信息来源中国汽车工业协会),10家企业销售1117.68万辆。中汽协对于2016年国内乘用车市场销量预测将在2276万辆左右,增速为7.8%。
表1 2015 年乘用车销量排名
(2)汽车动力总成机加工使用刀具的种类汽车动力总成主要大件的机加工刀具品种很多,如下所列: 铣刀,包括面铣刀盘、玉米铣刀、立铣刀、角向铣刀、球头铣刀等;钻头,包括麻花钻、枪钻(单刃、直槽钻)、三刃钻、四刃钻);铰刀,包括单刃铰刀、多刃铰刀;拉刀,包括平面拉刀、圆形拉刀;镗刀,包括阶梯孔镗把、同轴孔镗把、单孔镗把;组合串刀;丝锥,包括切削丝锥、挤压丝锥、螺纹梳刀;珩磨头,包括曲轴孔珩磨头、缸孔珩磨头、连杆大小头孔珩磨头);砂轮,包括PCD砂轮、CBN砂轮、刚玉砂轮、绿色碳化硅砂轮;曲轴加工刀具,包括车车拉、外铣刀、内铣刀;复合刀具,包括钻铣螺纹、钻锪平面、钻锪镗倒刀具;还有插齿刀具、滚齿刀具、抛光带、毛刷等。
刀具的种类多少决定了刀具企业面与点的程度。因此,我国汽车制造业刀具的需求量增加,也给国外刀具公司和国内刀具企业提供了一个绝好的机会。刀具性价比的优势决定了刀具企业被汽车动力总成厂选择的前提条件。
(3)刀具的国产化现状
汽车动力总成项目刀具的选择供应商形式,每一个企业都会根据自己的规划策略,选择适合自己公司项目刀具的供应商刀具,但是不管选择什么形式,在实际运作过程中还是会有对项目刀具进行优化的工作开展。图1为某企业动力总成两个项目的主要大件的刀具配置数量。
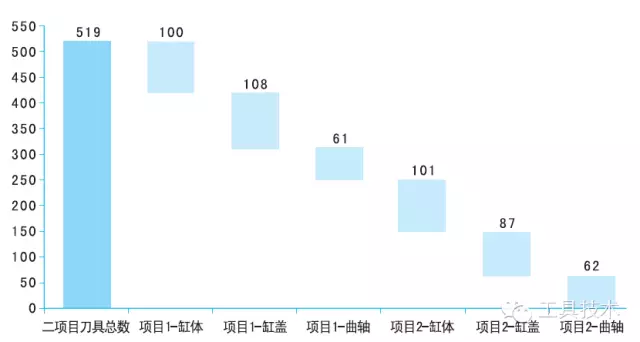
图1 某企业动力总成两个项目的主要大件的刀具配置数量
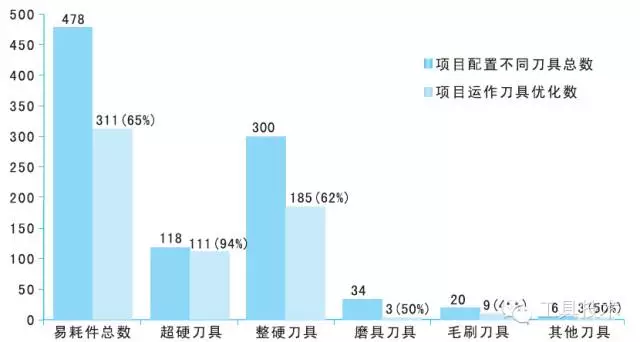
图2 各刀具材料及刀具的优化百分比
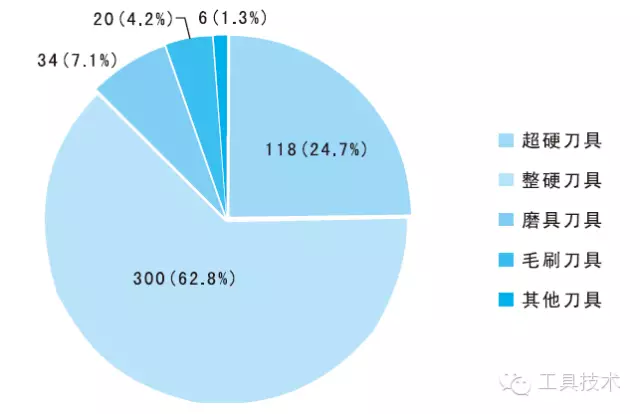
图3 两个项目刀具优化的供应商比例
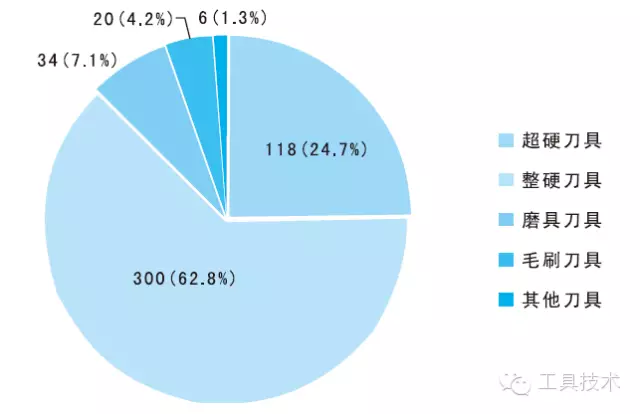
图4 刀具材料的分类百分比
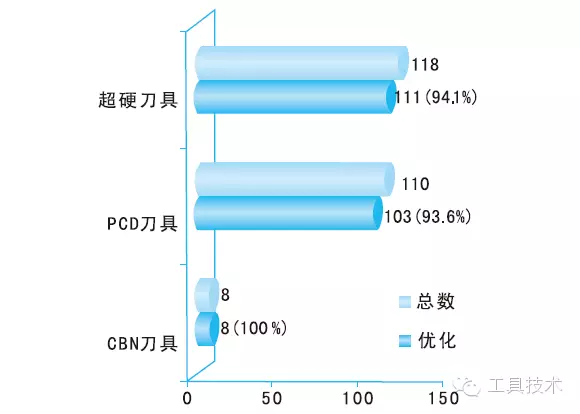
图5 超硬刀具的优化比例分析
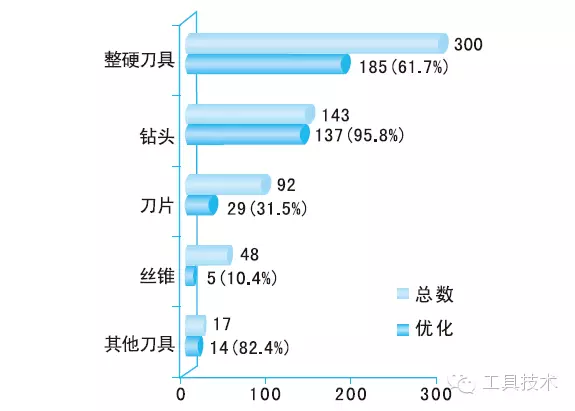
图6 整硬刀具的优化比例分析
2.动力总成机加工刀具展望
(1)乘用车动力总成的发展趋势与刀具的关系
①小排量发动机的比例上升
我国汽车发动机的排量现在各个企业不再是单一的几个排量规划,而更注重系列化的生产。从最小的1.0T,1.2L······到2.4L,3.0L,3.4L。
②动力总成主要大件的减重
汽缸体毛坯材料从灰口铸铁到全铝合金材料;汽缸体、汽缸盖毛坯的型腔壁厚变薄;曲轴大件的整体重量下降,以前4缸的曲轴是8个平衡块,现在4缸的曲轴平衡块设计成4块,曲轴主轴颈、连杆颈铸造中空或加工中空等。
③动力总成主要零部件的材料变化
汽缸体的材料从铸铁材料到全铝材料;汽缸盖材料虽然还是铝合金材料,但是材料的牌号从AA319调整到A356;曲轴材料从原先的球墨铸铁到钢材料再到高性能蠕墨铸铁,材料的硬度从BHN197-269到HB248-302;发动机的排气管材料调整为含高镍成分的难加工材料等。
④动力总成的机加工刀具成本上升
从动力总成的毛坯减重,直接影响到加工零件的刚性,故要求提高刀具的锋利性;材料的难加工使刀具的使用寿命下降,需要高耐磨性材料和表面涂层的刀具;加工产能的提升,需要减少换刀时间,因此复杂刀具的应用致采购价格上升等。
(2)动力总成机加工刀具的发展趋势
①刀具的设计注重与设备供应商的合作
越来越多的箱体类零件加工刀具是与设备供应商共同开发、满足加工工艺要求的新型刀具,特别是镗加工刀具(拉杆推杆驱动、中心冷却液压力驱动、压缩空气驱动、主轴转速的变化达到离心力的驱动、档块式驱动等等)在线补偿式刀具的技术应用。
②刀具细节设计的创新
刀片的锁紧机构;刀片的微调机构;刀具刃口断屑槽;钻头的头部形式创新;钻头的支撑刃带创新;钻、铣刀具的容屑槽创新;钻头的断续副切削刃创新;镗把刀具刀片布局创新;螺旋槽PCD阶梯钻;激光烧结技术、3D打印技术在刀杆上的应用等。
③冷却液冲洗刀片刃口
冷却液的冲洗方向更有针对性。以前的冷却液外冷往往对准刀具或者刀具的周围即可,而现在已经开始实施冷却液的方向与量的集中结合使用,既冷却液主要对准加工刃口冲洗,这样对切削刃口进行加大力度的冷却效果,使刀具的使用寿命明显上升。
④满足位置度要求提升的刀具结构
刀具的设计更注重刀杆的刚性和刀具的支撑刃带的定位作用。
⑤满足材料硬度上升的加工刀具涂层
高性能涂层的应用(复合涂层);铝合金刀具选择涂层;涂层提升高晶粒的等级一致性、和基体的亲合力好、高耐热性、硬度高、韧性好、耐冲击、非常致密光滑的涂层表面结构及抗后刀面磨损等优势。
⑥MQL刀具的普及应用
在轴类孔系得到广泛应用,势必会向其它零部件加工方面延伸。
⑦磨具加工刀具的新变化
CBN砂轮采用碳纤维机体,使其达到更高的线速度Vc=200m/s;砂带和砂轮的标准一致磨粒提升磨削的切除量,大大提升加工效率。
⑧易耗件刀具的降本措施
多刃口刀片的应用;Sub-Land(复沟)钻头的应用;密齿铣刀具的应用;钻头头部可换的应用等。
⑨刀具使用寿命的合理性
刀具使用寿命的提高直接可以改变刀具的运作成本。过去刀具使用寿命没有零头的推荐值将越来越少出现。而根据刀具实际加工的长度轨迹距离来核定刀具的使用寿命将成为标准的推荐方式。
⑩刀具切削参数的合理使用
刀具切削参数的合理性,是满足工艺要求前提下正确使用刀具的方法,是刀具合理使用到刀具合理磨损的运作方式。不能为了满足生产节拍而无考虑的提升切削参数,降低刀具实际可加工的零件数量。
3 动力总成对机加工刀具供应商的需求
汽车动力总成厂就刀具在实际运作中的作用与要求,作为客户会对刀具供应商提出一定的需求,概括如下:
(1)刀具安全
作为客户,希望刀具供应商提供的刀具是安全的。安全的概念大到加工过程中不出现飞离刀体的现象,小到正常接触刀具时不会划破双手。
(2)质量稳定
动力总成机加工生产线是大批量生产的模式,因此刀具的设定使用寿命是阶段性的稳定。假如出现质量的批次差异就存在批量报废加工件的风险,所以供应商的刀具质量一定要稳定。
(3)价格双赢
刀具的价格因供应商的知名度和品质不同,存在价格上的明显差异。因此刀具采购过程中的重要性就是判断其类似刀具在市面上的价格合理性。片面压低供应商价格并不可取,双赢的局面才能实现长期合作。
(4)供货按时
刀具的采购数量作为客户是根据生产计划和采购周期来核定下单的。也就是刀具供应商的脱期供应采购刀具会直接影响客户的正常生产运作。
(5)响应及时
作为客户购买刀具时不仅购买刀具供应商的刀具物料,还包含购买了刀具在实际使用过程中的问题解决,因此当客户碰到问题解决不了时,作为刀具供应商一定要响应及时,尽快把解决问题。
(6)技术支持
作为客户,不是每一家企业都有能力自己完成大小项目的,所以客户在需要的时候会要求刀具供应商给与技术支持。
(7)定期交流
不是每一家国内刀具供应商都是技术力量强大的,所以有时候通过与客户的定期交流可以达到双方都得益的境地。
(8)长期合作
供货关系最佳的目标就是长期合作。因为这样的合作才能够让供货企业有稳定的生产计划,客户有稳定的质量和采购价格。
中国的汽车企业已经驶上了中国汽车行业发展的高速环路,既不能改变方向、也不能刹车减速,唯有把稳方向、踩足油门、全速前进。故刀具供应商与客户的双方协作,相互理解,共同配合才能够最终达到双赢的目的。









 豫公网安备41019702003604号
豫公网安备41019702003604号