

 手机资讯
手机资讯 官方微信
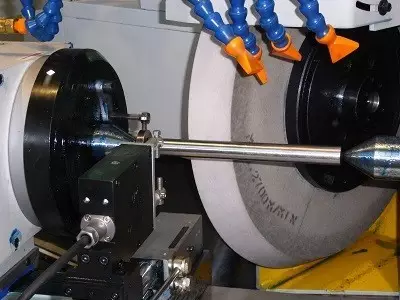
官方微信摘要 即便是符合各项安全检查要求的砂轮,使用中是否安全,在很大程度上还取决于砂轮的实际使用过程和正确的操作方法。砂轮使用时我们需要注意遵循以下规则:
即便是符合各项安全检查要求的砂轮,使用中是否安全,在很大程度上还取决于砂轮的实际使用过程和正确的操作方法。砂轮使用时我们需要注意遵循以下规则:
在启动机床前,先检查机床的各项防护装置和各种动作的复位开关是否已调整到位且牢固。
在开始修整和使用砂轮之前,将砂轮在带有防护罩的情况下(防护罩至少罩住砂轮直径的一半),以工作速度空转3-5分钟。
在磨削时,操作者应戴好安全防护眼镜或其他相类似的安全用品。
修整或使用砂轮时,接触要轻缓。在必要的时候,重新修整砂轮。
在砂轮停止转动前,请先将冷却液关闭,以免造成砂轮失去平衡。
修整砂轮后,必须保证在金刚笔复位后才能进行加工。
防止扳手等异物混入。
为了保证砂轮的正常运作,还需要避免以下情况发生:
在防护罩未到位前启动机床。
在机床启动后,操作者直接面对砂轮站立。
将工件强行挤入砂轮,磨削压力或进给量过大。
强制磨削致使机床马达明显减速或使工件发烫。
将静止不动的砂轮浸入液体内。
对砂轮施加外力使其停止转动。
持续使用未经修整且表面已钝化的砂轮。
将砂轮用于与其设计不符的其他操作,如侧面磨削等。









 豫公网安备41019702003604号
豫公网安备41019702003604号