

 手机资讯
手机资讯 官方微信
官方微信摘要 1引言出口中东地区内燃动车组(DMU)是南车四方车辆有限公司为拓展国际市场,自主研发的第一个动车组项目,也是代表南车集团将轨道交通产品打入中东市场的一个项目。特别是中东地区的高气温...
1 引言出口中东地区内燃动车组(DMU)是南车四方车辆有限公司为拓展国际市场,自主研发的第一个动车组项目,也是代表南车集团将轨道交通产品打入中东市场的一个项目。特别是中东地区的高气温环境、高盐雾、高强度紫外线、多风沙的环境状况,与国内轨道车辆运行环境状况截然不同,这使得国内可借鉴的涂层设计和施工经验较少,增加了项目设计难度和风险。同时根据项目合同规定,中东地区动车组涂装过程需执行国际铁路联盟(UIC842-1、2、3、5、6)标准,同时按照公司IRIS质量体系管理要求,将动车涂装定为特殊过程,对涂装体系进行特殊过程识别、验证、确认。最终确定了一套合理的涂层组成和涂装施工工艺,满足了动车组涂层的功能性和装饰性要求。
2 涂装配套体系选择
2.1环境参数及运行条件
2.1.1环境条件
1)环境条件
最高荫温(夏季):55℃
最高日光下温度(夏季):80℃
平均相对湿度(夏季):26%
最低相对湿度(夏季):10%
最低温度(冬季):-10℃
平均相对湿度(冬季):75%
最高相对湿度(冬季):90%
环境特点:热带沙漠气候,炎热、多尘、风暴
2)要求满足160Km/h速度运营需要,在-10℃~+80℃温度区间漆膜表面无失光,无裂纹,涂层附着力良好。并保证在车辆交付使用后的一个大修期内涂层运行状态良好。
2.2车体涂层选择
动车组设计由2动8拖(一等座车1/二等座车3/卧车3/餐车1)组成,动车主要由碳钢车体(Q355GHH、Q235、Q345)和玻璃钢头罩组成,拖车设计为碳钢车体(Q355GHH、Q235、Q345)。要求设计的涂层不仅要有良好的抗腐蚀性,也要有良好的抗高温、抗紫外线辐射、抗风沙能力,同时考虑到海运阶段涂层的耐盐雾性能,确定了车体外皮复合涂层主要由双组份环氧底漆+不饱和弹性聚酯腻子+双组份聚氨酯中涂漆+双组份聚氨酯底色漆+双组份聚氨酯清漆组成。
2.2.1双组份环氧底漆
选用双组份环氧磷酸锌底漆,厚度参数控制60~80μm,底漆由环氧树脂、磷酸锌和钛白粉防锈颜料及聚酰胺固化剂等组成,不含对人体有害的铬、镉等重金属原料、具有良好的机械强度、防锈性能、耐腐蚀性、耐水性及抗化学试剂性。同时底漆通过了耐150℃,2h高温及500h的耐盐雾性能测试。
2.2.2不饱和弹性聚酯腻子
考虑到动车组运行环境比较恶劣,夏季高温、高风沙的环境特点,考虑车体高速运行过程中的震动会造成涂层脱落的风险,经过比较分析后选用柔韧性能较好的不饱和弹性聚酯腻子。施工过程中严格控制腻子施工厚度≤3mm,对局部厚度超过3mm的进行了小样板试验。从第三方检测报告可以看出,车体局部的腻层厚度低于10mm,其耐水和耐高温性能亦满足要求。
2.2.3双组份聚氨酯中涂漆
选用双组份聚氨酯中涂漆,要求具有良好的填充性、打磨性及机械性能,能达到良好的承上启下作用,填平打磨后腻子表面的微小缺陷、阻止面漆溶剂对底漆和腻子层的浸渍。漆膜厚度控制在60~80μm。
2.2.4双组份聚氨酯底色漆+双组份聚氨酯清漆
车体最外部涂料选用双组份聚氨酯底色漆+双组份聚氨酯清漆的涂层结构,底色漆漆膜厚度控制在30μm~40μm,清漆漆膜厚度控制在60μm~90μm,为保证外部油漆良好的装饰性,要求各色底色漆具有良好的遮盖力和涂覆能力,双组份聚氨酯清漆光泽度要求大于80%(测量角度60°),清漆表面光亮光滑,同时在清漆中加入抗紫外线助剂,增强清漆的抗老化、抗失光能力。
3 涂装工序
3.1涂装前表面预处理
表面预处理的主要目的是去除车体表面的所有污染物和氧化皮,提高车体表面清洁度和粗糙度,增强车体表面与油漆的附着力。动车组车体的预处理采用全车内外喷砂工艺,喷砂磨料选用圆形钢丸、棱角砂、棕刚玉等比例混合。细度36目棕刚玉的加入,增强磨料的除锈能力,同时减少了喷砂过程中钢结构的变形量,经过验证得出,钢结构喷砂后车体表面清洁度达到UIC842-3中规定的Sa21/2级,钢结构变形量有效控制在设计允许的≤1.5mm/m2,粗糙度均匀控制在UIC842-3中规定的表面粗糙峰谷深度的总值不超过40μm,大致相当于Ra3.2μm~12μm范围内。
表1 车体喷丸磨料配比及规格
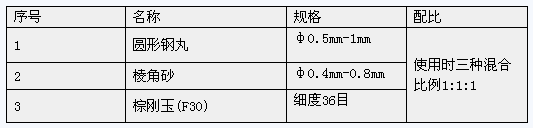
动车玻璃钢头罩表面处理:用积尘式打磨机配100#~120#的砂纸对玻璃钢外表面进行均匀打磨,去除玻璃钢胶衣表面的脱模蜡和油污,完全去除胶衣表面光亮,打磨后玻璃钢表面要求形成均匀的打毛面(粗糙面),打磨完成清灰后,用干净白抹布炸蘸取丙酮,清除表面残留油污。3.2车体涂防腐底漆
车体防腐底漆主要采用高压无气喷涂机进行手工喷涂,喷涂压力:0.4MPa~0.6MPa,喷嘴口径Φ0.38mm~0.41mm,采用湿碰湿的方法喷涂两遍,第一遍施工完毕后静置15~20min,底漆流平后进行第二遍施工,底漆干膜总厚度控制在60~80μm。
3.3腻子刮涂
采用纵横交替的方式刮涂,要求无明显刀棱和刀纹,根据车体平整度状态,选择腻子刮涂编数6~7遍,首先对侧端墙焊缝打磨部位进行腻子预找补,然后进行全面刮涂,其中第2、3遍进行车体表面腻子填平,选用稠度225px~275px的稠腻子进行施工,然后用稠度为350px~400px的稀腻子(不建议在往稠腻子中加入腻子稀释剂)进行针眼填实、抹平刀棱和刀纹,腻子每遍刮涂厚底不超过0.5mm,且逐遍减少,整体总厚度≤3mm,最后一遍稀腻子刮涂厚底控制在0.1mm为宜,每遍腻子干燥后进行用砂纸打磨,砂纸打磨型号从80#、120#、180#依次递减。
3.4双组份聚氨酯中涂漆喷涂
采用高压无气喷涂机进行喷涂,湿喷湿喷涂两遍,漆膜厚度控制在60μm~80μm。
3.5双组份聚氨酯底色漆和双组份聚氨酯清漆的喷涂
底色漆喷涂前用360#细砂纸均匀打磨中涂漆,吹风除尘后再用干净白抹布擦拭,避免底色漆喷涂前任何灰尘、杂物污染。采用空气喷涂法进行喷涂。喷漆室的温湿度范围(温度:18℃~25℃,相对湿度≤75%),空气喷枪喷嘴直径1.0mm~1.5mm。底色漆完全干燥后再采用空气喷涂方法喷涂两遍清漆,清漆喷涂工艺及施工参数与面漆基本相同。
4 施工过程工艺验证及工艺改进
因涂装过程属于特殊工序,因此在产品施工前须进行工艺验证,从人、机、料、法、环、测等几个方面对每个操作步骤进行整车施工模拟,验证合格后开始整车涂装施工。
在整车涂装的同时,制作对应产品的随车施工样板,准确记录产品的施工过程,为以后施工质量检查提供可追溯性原始资料。
4.1配套涂层体系油漆检验报告
车体钢结构在组装完成后平面度调整过程中,为保证钢板的挠度和韧性,不允许反复下火调平,在钢结构喷砂过程中,60~80m/s的磨料对钢板的冲击,加上钢结构紧固后的内部应力释放,易造成表面预处理后钢结构平面度超差。
钢结构在首车试制过程中,在表面预处理过程后,也出现上诉平面度超差现象,通过分析及工艺验证,寻找到如下一套控制钢结构在喷砂过程中平面度超差方法:
1)调整磨料配比,减少磨料对钢板的冲击力,详见本文表一。
2)细化施工工艺,车体喷砂除锈时,喷丸压力0.5MPa~0.6MPa,喷丸距离400mm~600mm,丸料喷射角度<45°,对于各窗口部位、车顶部位等板材较薄部位,控制喷砂角度约30°。
3)增加二次下火调平工序,先将钢结构整体调平到车辆设计允许的平面度范围内,进行喷砂除锈作业,喷砂完成后4h内进行底漆施工,底漆干燥后在对局部平面度超差点进行二次下火调平。
4)平整度达标后,手工打磨局部动焊破坏掉的底漆层,重新修补底漆。
5)对二次调平后不吐的底漆进行模拟小样板工艺验证,确认修补底漆的性能能满足质量要求,同时有效避免一次性反复调平对钢结构韧性及挠度的破坏,同时也考虑到了喷砂过程中由于人员操作不当造成的平面度超标因素,增加了施工过程的可操作性。
以下是模拟小样板划格试验:钢结构经过调平后不吐的底漆附着力为1级。
4.2底色漆色差控制
采用先油漆后组装的工序,这样能有效保证结构重叠及边角部位的喷涂全面性。但是对于车体外部组成件如活动裙板、塞拉门、车顶活盖、玻璃钢车头罩等部位喷涂后却易带来色差问题,影响整体的美观效果。经过工艺验证后可按如下方法解决色差:

2)外部组件与车体整体喷涂:将外部组件与车体组装后整体喷涂。如拖车的活动裙板,在底漆、腻子、中涂完成后,与车体连挂,一起进行底色漆、清漆喷涂;动车玻璃钢头罩,在底漆、腻子、中涂完成后,与动车车体预组装,同时进行底色漆和清漆的施工,解决了整车色差问题。
5 结论
动车组在中东地区当地试运过程中,表面涂层状态良好。在当地气温50°的高温环境中,车体试运转状态良好,涂层状态的功能性、装饰性良好,达到预期设计要求。








 豫公网安备41019702003604号
豫公网安备41019702003604号