

 手机资讯
手机资讯 官方微信
官方微信摘要 作者:李印江摘要:文中介绍了熔化温度特性测试仪的结构,性能和应用范围,提出了新的计算方法,导出了方程:Y=4.7350X1+16.9423X2+12.1045X3-0.00485X...
作者:李印江
摘要:文中介绍了熔化温度特性测试仪的结构,性能和应用范围,提出了新的计算方法,导出了方程:Y= 4.7350 X1+16.9423 X2+12.1045X3-0.00485X1X2+0.000298X1X3
-0.0127X2X3-15681.4,提高了熔化温度特性测试仪的使用性能。
关键词:耐火度 测试仪 半球温度 回归方程
陶瓷结合剂耐火度测试炉主要有电阻炉、硅钼棒炉、硅碳棒炉、电阻丝炉和熔化温度特性测试仪等设备。熔化温度特性测试仪也有称作“影像式烧结点试验仪”或“高温显微镜”,“高温投影仪”,“耐火度测定仪”的(图1)。

图 1 溶化温度特性测试仪外形图
熔化温度特性测试仪是由光源部分、加热部分、摄像部分和计算机显示部分组成,其工作原理是试样在测试仪的加热部分受热的同时光源部分将其投影通过摄像部分在计算机上显示出来,试样在受热过程中的变化,包括收缩、膨胀、发泡、变形、耐火度等都可以表现出来(图2)。
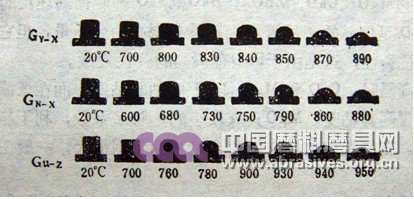
图2 试样在受热过程的变化图
如果以研究对象的材料作底板还可以表现结合剂对其润湿的程度,测定润湿角的大小(图3),其实它已经不是一个专门测定耐火度的设备了,而是一个对陶瓷结合剂试样做更全面研究的仪器。
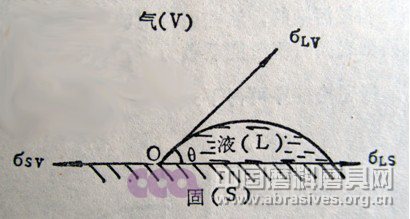
图3 润湿角
熔化温度特性测试仪支架—1上的热电偶保护管—2兼做支持试样的载体(见图4),保护管是刚玉材质制成,可耐1800∽2000℃的高温。发热管—6可以用硅钼棒元件,使用温度达1800℃;也可以使用硅碳棒元件,使用温度可达1450℃,或用电炉丝使用温度在1000℃以下。使用电炉丝做发热体只能用于低熔陶瓷结合剂的研究,但是使用硅钼棒做发热体不能做低熔陶瓷结合剂的研究,因为做低熔陶瓷结合剂研究时的温度范围大多在500∽900℃之间,而硅钼棒不能经常使用在400∽700℃,在这个温度范围内硅钼棒容易损坏。JVC摄像头—13在工作中可以将扑捉到的影像传到计算机上显示出来,并可随时打印实验结果。

图4 熔化温度特性测试仪结构图
熔化温度特性测试仪上世纪50年代国内某单位曾从德国进口,后也有的单位自己仿制自用,现在国内已有几家科研单位和厂家生产、出售这种仪器。目前国内生产的熔化温度特性测试仪配有专用计算机以达到除手工制样外所有的运行、操作和不同温度阶段的显示、记录、保存已全部自动化了(图5)。

图5 熔化温度特性测试仪测试记录
图5 中左侧的四个图中,左上(601℃)是试样的原始状态,右上(857℃)是试样熔融后高度降低为原始状态的75%时的记录,称“熔化温度”;左下是(909℃)试样熔融后高度降低为原始状态的50%时的记录,称“半球温度”;右下(930℃)是试样熔融后高度降低为原始状态的40%时的记录,称“流动温度”(原仪器规定试样熔融后的高度为原来高度的25%时为“流动温度”,但这样半球温度与流动温度之间过度时间特长,且稳定性较差,我们在实验中暂且取试样熔融后高度降低为原始试样高度的40%时的记录,称“流动温度”);图5 中右侧的单个图中(764℃)是试样达到圆角温度时的状态,称“圆角温度”。
试样在加热过程中其90°的边角熔融后逐渐变成圆角,与三角锥的60°棱角达到规定温度时的圆角接近,所以把熔化温度特性测试仪中试样的“圆角温度”作为试样的耐火度值是比较恰当的。但是不同的操作人员对圆角温度观察的认同并不一致,所以同一试样的实验,不同人员读出的数据可能有10∽30℃的差别,这就大大的影响了熔化温度特性测试仪在测定耐火度这一项目上的准确性。
试样在熔化温度特性测试仪上圆角温度不易辨认,但试样在实验过程中熔融后的高度变化却能由设备自行确认,如“熔化温度”、 “半球温度”、“流动温度”,这样我们将试样实验过程中的“熔化温度”、 “半球温度”、“流动温度”与试样的耐火度用数学分析的方法联系起来,从而免去了观察圆角温度时的人为误差。
设:熔化温度为 X1 ;
半球温度为X2
流动温度为X3
求出耐火度Y与X1 ,X2 ,X3 的二次相关的回归方程(式1)
Y= 4.7350 X1+16.9423 X2+12.1045X3-0.00485X1X2+0.000298X1X3
-0.0127X2X3-15681.4 (式1)
例1, 已知结合剂1的耐火度为690℃,试样在熔化温度特性测试仪上测得熔化温度 X1=820℃; 半球温度 X2=871℃; 流动温度X3=933℃;
将X1 ,X2 ,X3 代入式(1),计算:
Y1=695.04℃; 与结合剂的耐火度的实际数值690℃相比较,其误差为5.04℃
例2,已知结合剂2的耐火度为790℃,试样在熔化温度特性测试仪上测得熔化温度 X1=864.5℃; 半球温度 X2=909.5℃; 流动温度X3=958℃;
将X1 ,X2 ,X3 代入式(1),计算:
Y2=785℃; 与结合剂的耐火度的实际数值790℃相比较时,其误差值为 -5℃
由例1、例2 可知在耐火度测试中绝对值为5℃ 左右的误差是可以接受的。如果在导出式(1)的过程中将每一点的测试次数适当增加,然后取平均值,并适当增加测试的点数,可能导出的方程更准确一些。但是这一公式并不是通用的,因为每一台设备的性能不同,所以每一台设备都必须做出自己的适用的公式,才能用于计算。
参考文献:
【1】 郭靖远 等 日用精陶 轻工业出版社 1984
【2】 李志宏 陶瓷磨具制造 中国标准出版社 2000
【3】 李印江 陶瓷树脂磨具废品分析 2005
作者简介:
李印江 教授级高工 长期从事陶瓷、树脂、橡胶磨具和陶瓷、树脂结合剂超硬材料制品的生产、教学工作;目前主要做陶瓷、树脂结合剂超硬材料制品的研发、实验。








 豫公网安备41019702003604号
豫公网安备41019702003604号