

 手机资讯
手机资讯 官方微信
官方微信摘要 工程结构陶瓷材料具有耐高温、高强度、高硬度、耐磨损、抗氧化、抗腐蚀等优良性能,广泛应用于航空航天、电力电子、能源交通等领域,成为经济和国防发展中不可缺少的支撑材料。但是由于陶瓷本身...
工程结构陶瓷材料具有耐高温、高强度、高硬度、耐磨损、抗氧化、抗腐蚀等优良性能,广泛应用于航空航天、电力电子、能源交通等领域,成为经济和国防发展中不可缺少的支撑材料。但是由于陶瓷本身的脆性使其加工性能差,难以制成尺寸大、形状复杂的构件,从而限制了其进一步的应用与发展。金属材料具有优良的室温强度、延展性、导电性和导热性,与陶瓷材料在性能上形成了一种明显的互补关系。将两种材料结合起来,就可以充分利用各自的优良性能,制造出满足要求的复杂构件,不仅能够降低成本,对陶瓷与金属材料的应用与发展也具有重要意义。由于陶瓷与金属在物理、化学性质上的差异,使得二者之间的连接成为国内外学者研究的热点问题。陶瓷与金属的连接方法
陶瓷与金属的连接问题主要表现在以下几个方面:(1)陶瓷与金属键型不同,难以实现良好的冶金连接;(2)陶瓷与金属的热膨胀系数差异大,连接接头容易产生较大的残余应力,致使接头强度低;(3)陶瓷表面润湿性差,连接工艺确定困难。目前,关于陶瓷与金属连接方法的研究已有很多,包括机械连接、粘接连接、钎焊连接、固相扩散连接、瞬时液相连接、熔化焊、自蔓延高温合成连接、摩擦焊、微波连接、超声连接等方法。
1机械连接
机械连接是一种古老的连接方法,包括螺栓连接和热套连接。其中热套连接是利用陶瓷与金属的热膨胀差异,在高温时将金属套在陶瓷外侧,利用冷却时金属的收缩量较陶瓷大而紧密连接在一起。虽然热套连接获得的接头具有一定的气密性,但仅限于低温使用,且这种接头具有较大的残余应力。
2粘接连接
粘接连接是利用胶粘剂将陶瓷与金属连接在一起,主要应用于飞机的应急修理、炮弹与导弹的辅助件连接、涡轮和压缩机转子的修复等处。尽管粘接连接可以一定程度缓解陶瓷与金属间的热应力且工艺简单、效率高,但接头强度通常小于100MPa,使用温度一般低于200℃,大多用于静载荷和超低静载荷零件。
3钎焊连接
钎焊是最常用的连接陶瓷与金属的方法之一,它是以熔点比母材低的材料做钎料,加热到略高于钎料熔点的温度,利用熔化的液态钎料润湿被连接材料表面,从而填充接头间隙,通过母材与钎料间元素的互扩散实现连接。普通金属钎料在陶瓷表面的润湿性较差,因而提高钎料在陶瓷表面的润湿性成为获得高质量钎焊接头的保证。陶瓷与金属的钎焊连接可以分为直接钎焊和间接钎焊。
直接钎焊又叫活性金属钎焊法,是在钎料中加入活性元素,通过化学反应在陶瓷表面形成反应层,以提高钎料在陶瓷表面的润湿性。这些活性元素通常包括Ti、Zr、Hf、V、Ta、Nb、Cr 等,如Ag-Cu-Ti 钎料就是在Ag-Cu 共晶钎料中加入活性元素Ti,显著提高了钎料的润湿能力,是现在应用非常广泛的一种钎料。非晶态高温钎料的研制,也大大地增加了陶瓷与金属钎焊接头的应用范围。表1 中给出了几种常用的陶瓷与金属通过直接钎焊实现连接的工艺及接头性能,其中S 表示抗剪强度,B 表示弯曲强度。


固相扩散连接广泛应用于异种材料的连接,也是连接陶瓷材料常用的方法之一。它是将被连接材料置于真空或惰性气氛中,使其在高温和压力作用下局部发生塑性变形,通过原子间的互扩散或化学反应形成反应层,实现可靠连接。固相扩散连接适用于各种陶瓷与金属的连接,相对于钎焊连接,其具有连接强度高,接头质量稳定、耐腐蚀性能好,可实现大面积连接,且接头不存在低熔点钎料金属或合金,能够获得耐高温接头等优点。从连接方式来看,固相扩散连接可分为直接扩散连接和间接扩散连接两种。直接扩散连接是指直接将陶瓷与金属进行连接,而间接扩散连接是通过中间层的过渡作用将陶瓷与金属连接起来。由于陶瓷和金属在热膨胀系数和弹性模量上的差异,扩散连接接头容易产生较大的残余应力,导致接头性能下降,因而常采用中间层进行间接扩散连接,或采用直接在陶瓷表面镀金属膜的方法。中间层的介入,不仅可以缓解接头的残余应力,还能够降低连接温度和压力,同时也可以起到抑制和改变接头产物的作用。
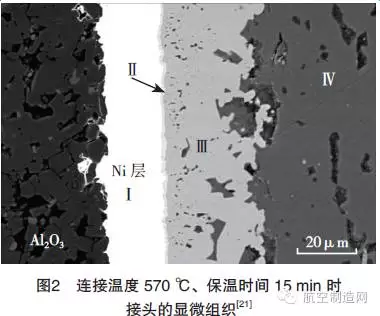
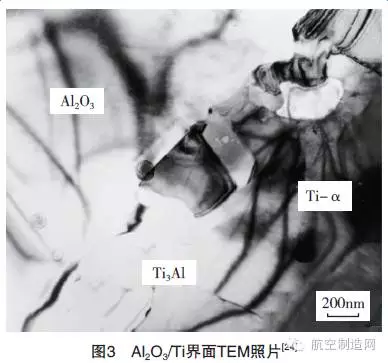
魏晓玲等利用Mo-Mn 法在Al2O3 陶瓷表面预镀一层镍,再将陶瓷与高纯镍进行扩散连接。将这种间接扩散连接接头与未经预镀金属的陶瓷与金属直接扩散连接接头进行对比,发现在同样连接条件下,未预镀金属所得接头强度要明显低于前者。Li 等 在Al2O3 陶瓷表面涂敷Ti,并对Ti-Al2O3 扩散偶进行了研究,认为在1050~1100℃时,纯Ti与Al2O3 的界面产物与原始Ti 层厚度相关。例如:当原始Ti 层较薄时界面产物是Ti3Al,当原始Ti 层较厚时界面产物是Ti3Al 和TiAl。Kliauga等 以Ti 为中间层扩散连接Al2O3陶瓷与不锈钢时,只发现Ti3Al 颗粒析出,如图3 所示。
5瞬时液相连接
瞬时液相连接(Transient LiquidPhase Bonding)是由Daniel,David 与William 3 人于1972 年首先提出的,并在“Welding Journal”上撰文正式采用了TLP Bonding 这一提法,简称为TLP 连接或液相扩散焊,也有人称之为扩散钎焊。TLP 连接作为一种精密的连接技术,具有连接温度低、变形小、残余应力小以及接头强度高等优点,它是在真空条件下,施加较小或不施加压力,当温度达到中间层熔点或中间层与母材元素通过互扩散形成低熔共晶产物时,在中间层与母材之间形成液相薄膜,通过中间层降熔元素向母材扩散及母材中高熔点元素向液相中溶解,使液相层熔点不断升高,并在等温条件下凝固,最后经过均匀化形成致密接头。瞬时液相连接综合了钎焊和固相扩散焊的优点,已经成功应用在金属间化合物、先进陶瓷、耐热耐蚀超合金、单晶合金等多种先进材料的连接。
部分瞬时液相连接(PartialTransient Liquid Phase Bonding,PTLPB)是在传统的瞬时液相连接的基础上发展起来的应用于陶瓷与金属连接的新方法,PTLP 连接和传统TLP 连接的区别在于,PTLP 连接时的液相只在中间层局部形成,以润湿陶瓷表面。在进行PTLP 连接时,一般采用不同厚度的金属组成B-A-B 多层中间层,其中B 的厚度远小于A 的厚度。连接过程中,通过B 的熔化或B 与A 形成低熔共晶而产生液相,仅在紧邻陶瓷的连接部位形成局部液相,起到类似钎料的作用,以实现对陶瓷表面的润湿。此后,在等温过程中通过原子的互扩散使液相消失和成分均匀化,实现陶瓷与金属的连接。采用PTLP 方法所得接头可在高温高应力状态下使用,但中间层需要合理设计,中间的A 和两侧的B 无论是在固态还是在液态都应该能完全互溶,固液相线也要窄,这样有利于等温凝固和成分均匀化的进行。
Kim 等以Ni 和Ti/Cu 做中间层采用PTLP 法对Si3N4 陶瓷与Inconel718 合金进行了连接,经过900℃、60min 的连接形成了完好的接头,所获接头中Si3N4 陶瓷和Ni 金属层之间的组织反应层厚度约12μm,组成为Si3N4/Ti2Ni/α-Cu/CuTi5Ni14&α-Cu&TiNi3/Ni,Ni 层与Inconel718 合金之间为扩散连接,没有新反应相生成。与不添加Ti/Cu层连接相比,该结构所获得的接头避免了陶瓷与中间层金属的大范围化学反应,降低了连接温度;与采用Ag-Cu-Ti 为钎料的钎焊连接接头相比,PTLPB 接头具有更高的耐高温性能。
6熔化焊
熔化焊连接陶瓷和金属主要包括激光焊和电子束焊接,采用高能束具有加热和冷却速度快的优点,能在陶瓷不熔化的条件下使金属熔化,形成连接。Curicuta 等 以激光为热源对Al2O3 陶瓷和Cu 进行了连接,研究表明被连接材料之间所达到的温度对接头界面结构的形成具有重要作用,激光加热所达到的温度应不低于形成共晶的温度,但不能超过Cu 的熔点,这种连接方式一定程度上类似于瞬时液相连接。也有人以激光为热源对SiC 陶瓷和钢进行激光辅助钎焊连接,并研究了激光热源对不同钎料所得接头的影响。采用高能束对陶瓷和金属进行连接虽然能获得高温下稳定的接头,但是需要对被连接材料进行预热和缓冷,以降低连接时的应力和防止连接过程中裂纹的产生,而且陶瓷与金属组配相对困难,连接工艺参数难以控制,设备造价昂贵。
7自蔓延高温合成连接
自蔓延高温连接(Self-p r o p a g a t i n g H i g h - t e m p e r a t u r e Synthesis Joining,SHS 连接)是利用SHS 反应的放热及其产物来连接待焊母材的技术。即以反应放出的热为高温热源,以SHS 产物为焊料,实现材料连接的过程。陶瓷与金属的自蔓延高温合成连接的困难在于它们的热膨胀系数和弹性模量不匹配,在连接过程中界面不易润湿和残余热应力大等问题。连接时可利用反应原料直接合成梯度材料来连接异种材料,其成分组织逐渐过渡,以克服母材间化学、力学和物理性能的不匹配,从而可能缓解接头处的残余应力。对于某些受焊母材的连接,可采用与制备母材工艺相似的连接工艺,从而可使母材与焊料有很好的物理、化学相容性。SHS 连接可进行难熔金属、耐热材料、耐蚀氧化物陶瓷或非氧化物陶瓷和金属间化合物的连接,根据被连接母材来源不同,SHS连接可分为一次连接和二次连接。一次连接是指被连接的母材或部件是在连接过程中同时原位合成的连接工艺;而二次连接则是指连接现存的母材或部件的工艺,即被连接母材在连接前已经制备好,通过焊料的自蔓延反应来将其连接在一起的工艺。国内主要是针对TiC 金属陶瓷与Ni 以及TiAl 合金之间的自蔓延反应进行了相关研究。
该方法的优点是能耗低,生产效率高,对母材的热影响小。但是由于自蔓延反应速度快,焊料燃烧时间难以控制,导致界面反应控制困难。
8其他连接方法
(1)摩擦焊:摩擦焊是一种固相连接方法,它是将陶瓷与金属相对旋转摩擦,产生摩擦热,当金属表面受热达到塑性状态后停止旋转,并施加一个相对较大的顶锻力,使陶瓷与金属实现连接。该方法的优点是生产效率高,几秒钟就可以实现连接,但被连接材料仅限于棒材和管材,且要求液态金属能够润湿母材,Fernie等利用摩擦焊方法实现了ZrO2陶瓷与Al 合金的连接。
(2)微波连接:微波连接是一种以陶瓷在微波辐射场中的分子极化产热作为热源,并在一定的压力下实现连接的方法。该方法的特点是节能,升温速度快,加热均匀,连接强度高。但难于准确控制温度,对于介电损耗小的陶瓷需要采用耦合剂来提高产热。目前微波连接方法主要用来连接陶瓷材料,包括同种和异种陶瓷,但很少见关于陶瓷和金属微波连接的报道。
(3)超声连接:超声连接是通过超声波振动使陶瓷与金属的接触表面相互作用,从而实现连接。特点是操作简单,连接时间短,Matsuoca等对超声连接陶瓷和金属做了相关研究,目前主要应用于陶瓷与Al的连接。
此外还有爆炸连接、电场辅助连接、烧釉封接等方法。
结束语
尽管陶瓷与金属的连接方法很多,但不少方法由于其自身的局限性难以实用化。从陶瓷和金属本身的特点以及对连接接头性能的要求上考虑,目前被广泛使用的仍然是钎焊、固相扩散连接以及瞬时液相连接等方法。随着材料及焊接技术的发展,传统连接方法的改进及新方法的研究在不断进行,陶瓷与金属这两大类航空航天应用材料将会有更加广阔应用前景。









 豫公网安备41019702003604号
豫公网安备41019702003604号