

 手机资讯
手机资讯 官方微信
官方微信摘要 借新能源汽车扶持力度不断加大,购置税优惠政策持续刺激以及二手车限迁逐步放开的东风,车市上半年交出了一份不错的答卷,销量同比增长8%,超出此前预期。但仔细分析,高增长之下仍有隐忧,新...
数控成形砂轮磨齿机广泛应用于航空航天、船舶、风电、核电、军工等重型机械传动行业精密齿轮磨削,尤其适合大模数、少齿数齿轮精密磨削。成形砂轮磨齿机磨削齿轮是将砂轮截形修整成与齿轮齿槽相适应的形状,通过往复磨削获得精确齿廓。数控成形砂轮磨齿机的最大优势在于数控砂轮修整器,配备相应的软件后可以磨制各种齿形修缘、齿根圆角过渡曲线、鼓形齿、各种特殊齿形、摆线齿、圆弧齿和花键等。数控成形砂轮磨齿机采用成形法磨削,砂轮截形精度是关键,这取决于截形计算精度及砂轮修整精度。国内外磨齿机制造商对成形砂轮修整技术进行了深入研究,开发了不同的砂轮修整装置,以此保证砂轮的修整精度,提高齿轮磨削精度。本文介绍了数控成形砂轮磨齿机砂轮修整技术方面的进展和现有的数控砂轮修整装置及修整技术,并对如何获得高的廓形精度进行了讨论。
1 数控成形砂轮磨齿机砂轮修整方法
对成形砂轮的修整主要有金刚笔和金刚滚轮两种形式,金刚笔修整结构简单、成本低,理论上可以获得更高的修整精度。由于金刚笔磨损严重、寿命短、磨损量难以估测,无法精确补偿,导致砂轮廓形精度一致性差,对于大型齿轮的磨削加工影响较大,逐渐被金刚滚轮修整所取代。金刚滚轮刚性高、修整量大、效率高,采用轨迹包络方法,更加适合修整复杂的成形表面。金刚石滚轮修整砂轮的方法分为切入式滚轮修整和摆动式滚轮修整。成形磨齿原理见图1。

图1 成形磨齿原理
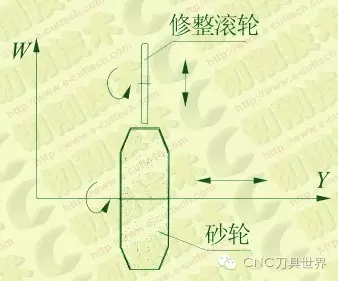
图2 切入式修整原理
采用切入式滚轮修整时,金刚石滚轮在修整电机驱动下高速旋转,沿砂轮径向做切入运动,为了修整成形表面,金刚滚轮和砂轮沿轴向相对运动。如图2所示,修整成形砂轮时,修整滚轮和砂轮以一定的线速比绕自身回转中心回转。砂轮沿自身轴线(Y轴)方向往复运动,修整滚轮沿自身径向(W轴)方向,以一定的比例关系跟随砂轮轴向运动。Y轴和W轴插补走圆弧或直线,金刚滚轮R圆弧圆心走砂轮廓形等距线(见图3)。利用滚轮和砂轮的接触点包络出砂轮截形。
切入式修整法对金刚滚轮的制造要求较高,尤其在磨削少齿数工件时。一方面,齿数越少,齿根圆越小,修整砂轮时滚轮的R圆弧的接触区域大,对滚轮制造要求也越高;另一方面,工件齿数少,渐开线曲率半径小,齿廓弯曲程度高,对径向误差敏感,这对滚轮自身径向跳动误差及安装后动态径向跳动误差提出了更高的要求。相同模数、不同齿数的廓型比较见图4。
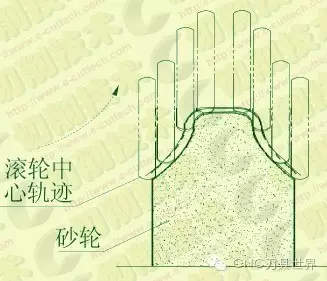
图3 金刚滚轮修整成形砂轮过程

图4 相同模数不同齿数的廓型比较

图5 双滚轮修整装置
如图6所示,摆动式金刚滚轮修整结构相对复杂,需要实现5个动作:砂轮旋转、金刚滚轮旋转、金刚滚轮摆动、滚轮和砂轮偏置、修整进给。采用该方法,金刚滚轮截面始终处于砂轮廓形法向截面内,修整砂轮仅用金刚滚轮R圆弧上的一个点,类似使用金刚笔尖修整砂轮。
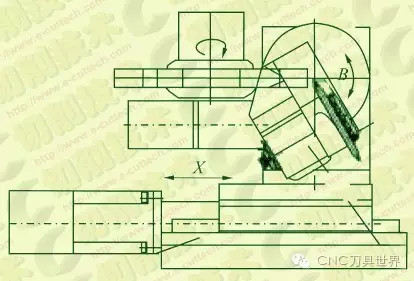
图6 摆动式滚轮修整原理示意图

图7 摆动式滚轮修整
如图8所示,极坐标修整装置结合了切入式修整和摆动式休整的特点,数控系统控制金刚滚轮在极坐标系中的平面运动包络砂轮轴截形曲线,实现砂轮成形修整。修整砂轮时,修整滚轮和砂轮以一定的线速比绕自身回转中心回转。砂轮绕摆动中心摆动,修整滚轮沿自身径向朝砂轮做直线运动。通过直线轴和回转轴两轴插补将砂轮截面修整成与待磨齿轮齿槽相适应的形状。
修整过程中,砂轮与滚轮接触点处的法面矢量始终相同,与该点处的相对速度矢量相互垂直。两轴插补,占据空间小,适合大型内齿磨削装置所用砂轮的修整。但这种方式只能采用单滚轮修整,可修整模数有限,不适合磨削大模数、大齿深齿轮的成形砂轮修整。

图8 极坐标砂轮修整装置原理
在磨削过程中,砂轮磨损钝化,需要对砂轮进行修整,产生一个新的锋利廓形,同时保证精度一致。砂轮修整工具和修整条件对砂轮修整质量有显著影响,直接决定了砂轮形貌及廓形精度,修整的锋利程度决定磨削力及磨削温度,需要选择合理的砂轮修整参数。
选择合理的修整速比qd修整砂轮。当修整速比qd较小时,金刚滚轮与砂轮的相对速度较高,冲击力大,砂轮磨粒断裂较多,形成的切削刃较锋利,但砂轮整体廓形精度稍差,适合粗磨去除较大磨削余量;当修整速比qd较大时,金刚滚轮与砂轮的相对速度较小;相互作用力以挤压力为主,砂轮磨粒受挤压后,尖角破碎,形成更多的微刃,砂轮整体廓形精度高,适合精磨。通过大量的试验研究及生产实践可知,修整砂轮时,金刚滚轮与砂轮的线速比取为0.3-0.8,粗磨取小值,精磨取大值。
修整深度影响砂轮磨粒的受力特征,修整深度较小时,砂轮磨粒所受破坏强度较小,产生微观破碎,形成微刃,廓形精度高,适合精磨;修整深度较大时,磨粒受力断裂破碎,部分结合剂脱落,形成尖锐的切削刃及容屑空间,适合粗磨。修整深度的选择应该考虑砂轮的磨粒尺寸,避免过大的修整量将磨料整体脱落,既浪费磨料又难以形成精确的廓形。
金刚滚轮采用电镀或烧结方法制成,磨料为天然金刚石或各种人造金刚石,如CVD、PCD等。修整过程中产生热量,破坏金刚石磨料稳定性,切削热使砂轮磨料熔覆,造成堵塞,需要冷却液及时带走砂轮修整时的磨擦热,清理砂轮,冲走切屑,提高修整精度,延长滚轮寿命。
3 小结
数控成形砂轮磨齿机应用中,砂轮修整装置及技术是关键,各种不同原理、不同形式的修整装置都有自身优势。随着金刚滚轮和砂轮制造技术的发展,新磨料的应用以及控制技术、在线监测技术的进步,砂轮修整效率及廓形精度将得到进一步提高。









 豫公网安备41019702003604号
豫公网安备41019702003604号