

 手机资讯
手机资讯 官方微信
官方微信摘要 摘要:近年来随着我国cBN应用的推广以及cBN出口量的增长,巩固了我国cBN大国地位,并向cBN强国迈进.本文通过对我国合成cBN的原材料、触媒研究、品种产量、cBN大单品等现状进...
摘要:近年来随着我国cBN应用的推广以及cBN出口量的增长,巩固了我国cBN大国地位,并向cBN强国迈进.本文通过对我国合成cBN的原材料、触媒研究、品种产量、cBN大单品等现状进行了分析,对我国高品质cBN单晶的现状及取得的新进展进行了分析评述,进而探讨了我国CBN的发展前景。关键词:cBN;单晶;合成;触媒
1、 前言
在1957年,美国研究人员采用用人工方法在高温高压条件下首次合成了cBN,但天然的cBN一直未被发现。多年来人们一直认为cBN是一种人工合成的超硬材料。然而2013年的一则科技消息改变了这种认识:国际矿物学协会正式承认了一种新的矿物cBN,其由美国、中国和德国的地质学家组成的国际研究团队于2009年在自然界中找到,并以我国地质科学家方青松的名字命名为青松矿(qingsongite),在cBN材料不足50年的发展历史上又添写了神奇的一笔。
cBN以其高硬度、高耐磨性、良好的耐热性能和化学稳定性,作为超级磨料被制成磨具和切削工具,被广泛应用于加工各种黑色金属材料及合金,以及难加工材料而给机械工业带来了革命性的变化。
由cBN的为原料制造的刀具和高速砂轮,则顺应着现代加工技术的迅猛发展而受到人们前所未有的关注,应用推广进展很快。此外,近年来,随着cBN高温p-n结的研究,作为一种潜在的功能材料,cBN的高温半导体特性、压电特性和高频特性更加引人注目。研究cBN的特性、扩大cBN产品的应用领域成为人们关注的热点问题。
从20世纪90年代至今,经过20年的发展我国cBN单晶产品有了较快的发展。这主要得益于研发投入特别是对触媒的开发研究。我国cBN单晶材料经过近50年的发展,取得长足进步,目前在cBN单晶磨料方面无论从合成技术、产品品种、生产能力还是生产量、市场占有等诸方面都已成为cBN的生产大国,且正在成为CBN的生产强国。
2、 合成cBN用原材料hBN的现状
自从Wentorf第一次合成出cBN以来,hBN一直是工业超高压合成cBN的原材料。国内目前主要采用的是硼砂-尿素法、硼砂-氯化铵法、硼砂-三聚氰胺法制取hBN。这些方法存在高污染、产品低结晶和低纯度问题。
近年来随着节能降耗、减少排放的要求,有厂家借鉴国外生产工艺,开发了绿色、高效合成hBN的新工艺方法:采用中频高温炉加热到1600~2000℃(见图1),反应温度比传统方法提高了500℃以上。以硼酸和三聚氰胺为原料合成高品质hBN(见图2)。
3H3BO3+C3N3(NH2)3=3BN+3CO2+3NH3+3H2O
图1 新合成法生产设备
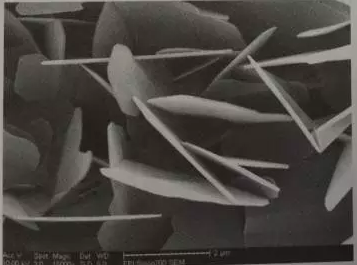
图2 结晶良好的hBN晶体
该方法合成高效,结晶良好,纯度高,产品转化率高,排放少且易治理,国内已有工厂投入批量生产,可望在优质cBN单晶合成中得到应用。3、 触媒及合成机理研究
合成cBN的触媒种类繁多,工业合成cBN主要使用的触媒是碱金属或碱土金属的单质、氮化物和硼氮化合物等。如锂、氮化锂(Li3N)硼氮化锂(Li3BN2);镁、氮化镁(Mg3N2)、硼氮化镁(Mg3B2N4);钙、氮化钙(Ca3N2)、硼氮化钙(Ca3B2N4)等。采用单质触媒难以合成出高品质的cBN,已成为业界共识。要合成高品质cBN,必须采用两元以上化合物触媒。
由于不同触媒各自有其特点:如合成压力和温度不同;cBN晶体晶形、缺陷和粒度大小不同;合成的cBN颜色不同;触媒某本身的稳定性不同等原因。生产上通常会把它们混合或者重新制备成复合物做触媒使用,经过多年研究及实践开发出了适合黑色、琥珀色、棕色等多种色泽cBN晶体合成的触媒。目前,我国已形成能合成颜色由浅黄、黄、橘红、棕色和黑色;韧性等级由脆性、中等韧性到高韧性cBN的系列触媒体系。
由于触媒技术是cBN合成的核心技术,各生产厂家对其采用的触媒成分秘而不宣。
最近几年,国内研究机构对有关触媒和合成机理的新研究相对较少。见诸发表的有山东大学、山东建筑大学等开展的对Li3N-HBN体系合成机理及相关研究。利用扫描电子显微镜(SEM)、原子力显微镜(AFM)对合成块中cBN/触媒界面、cBN单晶表面及合成前后hBN的组织形貌进行了分析,探讨cBN单晶的转变及生长环境,hBN反应前后的形貌变化,以及对cBN生长的作用。
4、 cBN工业生产现状
4.1产量持续提高
从1995年我国cBN产量超过百万克拉,进入快速发展轨道,1999年突破千万克拉,2002年突破一亿克拉。近10年的发展,基本上还是保持了稳步增长势头。最近5年,cBN产量除2009年因全球金融危机有所下滑外,保持连续增长。2010年产量为3.05亿克拉,占全球总产量的60%。近几年,我国cBN产量继续保持稳步,据中国机床工具协会超硬材料分会统计,2012年我国cBN产量为3.8亿克拉,2013年我国cBN产量达到43亿克拉。
4.2高品质cBN品种齐全
随着我国cBN合成技术的进步,产品品种不断增加,从10年前瞄准国际公司如E6公司(前戴比尔斯公司)和DI公司(前GE公司)的产品研发形成同类产品到现在可根据国内外客户要求开发定制新品种。从颜色方面可分为黑色、棕色、琥珀色等,它们又有透明与不透明之分;从晶体强度方面又可分为高强高韧产品和一般产品;从晶体形态上分,有完整类球形晶体,不完整晶体及片状晶体等。
所谓高品质cBN单晶,不只是原来认知的高韧性或者高强度cBN单晶,还指在磨削削加工中具有不同特点、不同应用的高效、长寿命的cBN单晶。近年来,我国cBN厂家结合国内外市场需求,推出了广受市场欢迎的高品质cBN单晶品种,以郑州中南杰特超硬材料有限公司的产品为例,除传统的琥珀色和黑色cBN产品外,还有:
(1)高韧性cBN230产品。该产品呈金黄色,具有最高的冲击韧性和高温冲击韧性,应用于单层工具电镀和钎焊工具中,在航天材料加工中取得很好的效果。
(2)cBN280系列产品。该产品为棕色,具有较高的冲击韧性,晶型呈板块状,兼顾了锋利和寿命长的优点,在陶瓷结合剂砂轮加工汽车部件方面效果优异。
(3)cBN116产品。该产品为黑色脆性磨料,颗粒破碎特性为微破碎,在树脂及陶瓷结合剂砂轮应用中,加工锋利,加工锋利,磨削效率高。
同时可供粒度更粗,一些品种的可供粒度达20/30,从400/500到20/30形成了种类齐进全能够满足不同使用要求的系列化cBN单晶产品体系。目前我国cBN单晶产品体系比较完善,而且产品性能、价格及供货等占有一定优势,所以有望进一步得到发展。
我国高品质cBN单晶以出色的性价比得到国际市场的认可,出口量逐年递增。有些厂家出囗占比超过50%。
4.3镀覆cBN品种快速增长
为了改善cBN磨料与结合剂的结合,改善磨料的热稳定性,对cBN磨料表面进行镀层处理,分别镀镍、镀钛。化学镀镍cBN产品呈现快速增长势头。
作为派生品种,我国cBN镀覆产品发展也很快,几个大公司都有自主加工的镀镍和镀钛牌号。
4.4高品质cBN微粉
近年来我国cBN微粉的产量和使用量逐年提高,这一方面是由于随着精密加工用cBN树脂结合剂、陶瓷结合剂、金属结合剂制品增长,另一方面和我国PcBN发展迅速,特别是整体PcBN聚晶的快速增长,带来高品质cBN微粉需求的快速增长。
5、 大颗粒cBN单晶的进展
同近几年开展得如火如荼的金刚石大单晶研究及生产不同,cBN大单晶的研究则波澜不兴。
张铁臣认为cBN大晶体在光电器件方面应用的研究有着重要的意义。但是,由于cBN单晶尺寸的限制,很多工作尚无法进行,因此,合成高质量、大尺寸、形状规则的cBN单晶仍然是亟待解决的问题。
郭增印等指出制备大尺寸、高品质的cBN单晶存在的问题,比如原料提纯及触媒的选择及纯度的控制、反应腔体温度的精确控制、缩短反应时间等方面将有望得以解决,这将促进CBN大单晶的进一步发展和应用。
郑州中南杰特公司以承担郑州市创新团队项目为契机开展cBN大单晶的研究,通过以下研究:cBN生长原料及提纯技术研究;新型复合型触媒制备技术研究;设计大颗粒cBN晶体成核与生长的高压腔体结构;设计改进大颗粒cBN晶体生长大的超高压高温检测与控制系统;cBN的成核与生长以及CBN合成工艺技术研究。
目前已取得重要进展,完整晶体边达到1mm以上(见图3和图4)。
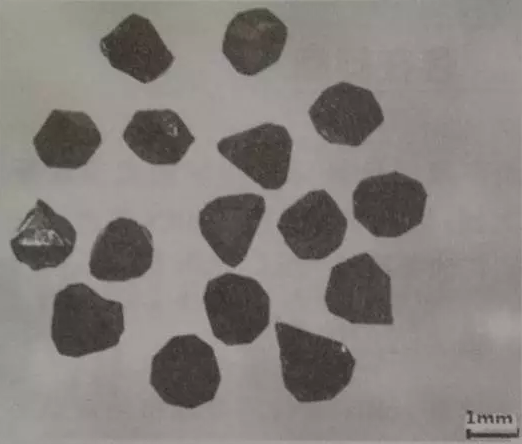
图3 合成出晶型完整的cBN单晶

图4毫米级单晶的SEM照片cBN
透度较好的0.5-0.6mm的CBN210型单晶已提供给吉林大学,陆续进行了真空紫外光电探测器、非线性光学材料、深紫外发光器件等研究,都取得得了比较理想的结果,如图5和图6所示。
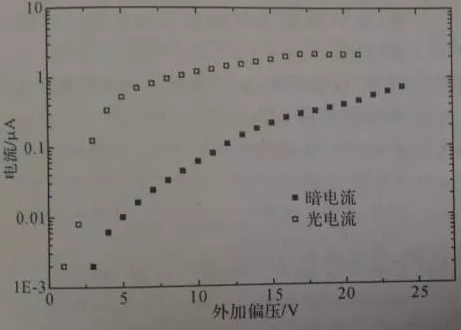
图5 cBN紫外光电探测器件的光电流与暗流随外加偏压的变化关系
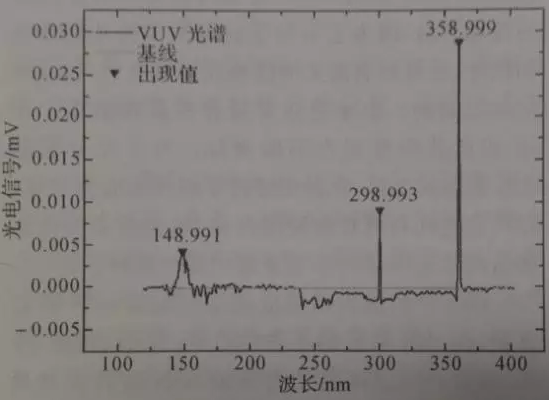
图6 在3×10-³Pa下cBN电致发光光谱
6、 存在问题图6 在3×10-³Pa下cBN电致发光光谱
目前我国已经无可置疑地成为超硬材料cBN大国,但要成为真正的cBN生产强国还需国内同仁的共同努力。
6.1品牌附加值不高
2012年,cBN磨料的全球市场需求将达到1.94亿美元。中国cBN磨料的年销销售收入按4000万美元估算.占不足21%,而我们的产量占全球60%以上,说明我国产品售价低。今后要提高高品级cBN的生产比例,提高产品附加值。
6.2国家CBN标准严重滞后
我们现在的cBN基本品种加上派生品种已达到数10种,但目前国家标准cBN品种只有4个,远远低于实际产品品种数量,已造成磨料生产厂家与砂轮制造商沟通、验收的不便,急需扩展我国CBN产品标准系列。
7、 结语
《全球行业分析》发表的“全球战略业务报告:cBN磨料”指出,cBN正成为大部分磨削加工的首选磨料,因为它有助于获得精确的几何形状和尺寸、更好的表面光洁度和表面完整性,以及缩短加工时间。由于它非常适合在数控磨床上使用因此其用量正在不断增加。为了充分利用cBN磨削的优势,获得更好的零部件表面光洁度、结构完整性和更长的使用寿命,越来越多的汽车制造商已选用cBN砂轮来替代传统磨料砂轮。
cBN产品最大宗的应用是在制造cBN砂轮方面,在cBN砂轮的4种结合剂(树脂、陶瓷、金属、电镀)中,以陶瓷结合剂的cBN磨具发展最快。在世界范围内,陶瓷cBN磨具的比例已由20世纪80年代的4%上升到现在的50%以上,增速迅猛。由于陶瓷cBN磨具具有磨削效率高、形状保持性好、耐用度高、易于修整、磨料利用率高(为75%以上,其余类型结合剂为50%~60%)砂轮使用寿命长等优势,因而成为高效、高精度磨削的首选磨具,应用领域涵盖汽车、航空航天、油泵油嘴、压缩机等。近年来,cBN应用推广取得了长足进步,使用厂家增加很快,据不完全统计目前国内使用的单晶的大小厂家在500家以上,单个厂家使用最多在400万克拉以上。
随着cBN大单晶的研究开发,cBN单晶形状不规则、尺寸小等严重限制cBN晶体的基础性质研究和应用的状况将得以改变。一方面,大尺寸的优质cBN单晶制备性能优异的单晶刀具;另一方面在功能材料研究方面,由于大尺寸的cBN单晶是研究其热、电、光等基本性质所必需的,同时也是制备热沉、高温半导体器件乃至特殊光学器件所必需的。
再者国内PcBN刀具经历了多年的发展,目前已形成一定的规模,尤其是整体PcBN刀具快速发展带动cBN微粉使用量的大幅增加,几家生产出cBN单晶的厂家不同程度地加入合成整体PcBN的行列,这也带动了cBN单晶生产量的稳定增加。
综上所述我国CBN发展前景将持续向好。









 豫公网安备41019702003604号
豫公网安备41019702003604号