

 手机资讯
手机资讯 官方微信
官方微信摘要 【摘要】本文对数控机床和数控刀具的作用和市场需求,五轴数控工具磨的技术特点、结构形式、关键技术和重要配套件作了论述,并介绍了国外五轴数控工具磨的典型机型,提出加快国产五轴数控工具磨...
【摘要】本文对数控机床和数控刀具的作用和市场需求,五轴数控工具磨的技术特点、结构形式、关键技术和重要配套件作了论述,并介绍了国外五轴数控工具磨的典型机型,提出加快国产五轴数控工具磨发展的建议。数控机床、数控刀具、数控量仪被称为现代机械制造业的三大支柱。数控机床是工作母机,数控刀具和数控量仪被喻为数控加工的牙齿和眼睛。三大支柱的技术进步推动现代制造业在加工精度、效率和制造方式上的不断升级。

业界习惯将“高精度、高效率、高可靠性和专用化”的现代高效刀具称为数控刀具。由于数控刀具的材料一般采用高性能高速钢、硬质合金和超硬材料,因此,磨削成为数控刀具的主流加工工艺,从而使作为数控刀具工作母机的数控工具磨床发挥了关键作用。数控刀具的多样化决定了数控工具磨床的多品种,如数控钻头刃磨机、数控铣刀刃磨机、数控拉刀刃磨机、数控滚刀刃磨机、数控绞刀刃磨机、数控丝锥磨床、数控圆锯片刃磨机等发挥了各自加工相应数控刀具的独特作用。近二十年来,多轴联动等数控技术的进步,推动五轴数控工具磨得到了快速发展,由于该机型能够刃磨各种复杂形状的数控刀具,具有万能性和通用性,五轴数控工具磨已成为数控工具磨床家族中耀眼的明星。
一、市场需求广阔
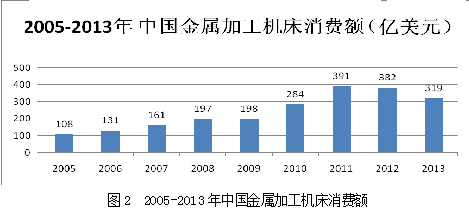
当今世界,中国已经成为世界最大的装备制造大国。据报道,2013年我国装备制造业产值规模突破20万亿元,是2008年的2.2倍,约占全球装备制造业产值比例的三分之一,稳据世界首位。其中发电设备产量1.2亿千瓦,约占全球60%;造船完工量4534万载重吨,占全球41%;汽车产量2212万辆,占全球的25%;机床产量96万台,占全球的38%。此外,洗衣机、电冰箱、摩托车、空调机、电视机、手机等年产量都据世界前列。机床是装备制造业的工作母机,2002至2013年我国已经连续12年成为世界机床第一消费大国,机床消费量约占全球机床消费总量的40%-45%。据有关统计资料,图2表示2005-2013年我国机床消费量。
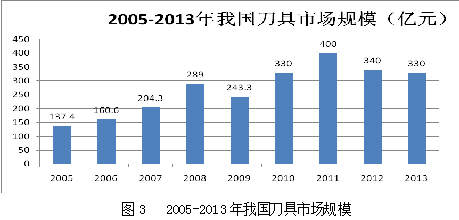
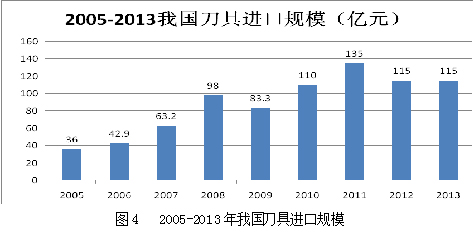
不言而喻,我国也是世界刀具第一消费大国。据悉,2013年我国刀具消费330亿元,其中进口刀具115亿元;国产高档刀具(数控刀具)所占比重,已经从“十一五”规划初期的15%,上升到25%,呈现良好态势,但发展潜力依然巨大。据工具行业有关资料, 图3、图4表示2005-2013年我国刀具市场消费规模和刀具进口规模。
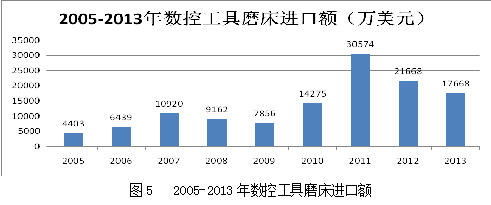
我国数控刀具需求量的快速上升孕育了数控工具磨床的巨大市场潜力。目前高档数控工具磨床主要依靠进口,据悉:我国主要刀具制造骨干企业进口4-5轴数控工具磨床数量达到百台以上,一些中等规模的刀具制造企业进口该类机床也达到数十台。如某刀具制造骨干企业2012年一次进口4-5轴数控工具磨90台,用汇4403万美元。除刀具制造企业外,许多机械制造企业因本单位刀具修磨和制造需要,在进口4-5轴数控工具磨床中也占有很大比重。据海关统计资料,图五表示2005-2013年我国数控工具磨床进口额(注:进口数控工具磨床主要品种是4-5轴数控工具磨)。
二、五轴数控工具磨的技术特点
现代五轴数控工具磨集数控加工技术之大成,主要体现在:
1.精密
高精度是刀具品质的体现,它直接反映在加工零件的生产质量上。由于现代数控刀具高精度要求,相应五轴数控工具磨具有精密机床的秉性。国外五轴数控工具磨的加工精度达到2µ级,因此要求机床结构优化设计,采用高档功能部件,具有良好的静、动和热态性能等。
2.高速
数控刀具加工形式主要是高速、高精度成形磨削,金刚石磨具和CBN磨具等超硬材料磨具的应用对磨床高速性能提出新要求,如砂轮轴一般采用电主轴,转速超过10000r/min;要求机床具有优异的机电耦合、伺服优化和高加速性能等。电主轴、力矩电机、直线电机等直驱部件的应用,已经成为国外高档五轴数控工具磨高速性能的新亮点。
3.复合
多轴联动控制和多工序复合磨削加工是五轴数控工具磨主要技术特征之一。五轴数控工具磨可以实现复杂型面和复合刀具一次装卡全部磨削。由于聚晶金刚石(PCD)和聚晶立方氮化硼(PNCB)等超硬材料应用于数控刀具,使得用金刚石砂轮磨削此类数控刀具显得力不从心。在科技进步的推动下,应用电火花磨削和激光加工数控刀具的技术应运而生,现已开发此类加工数控刀具机床。目前,5轴数控工具磨用于聚晶金刚石的旋转电火花加工集成砂轮磨削于同一台工具磨床,可供带电极和砂轮更换装置的双主轴和单主轴机型,主要用于金属、木材、陶瓷、塑料等加工行业的聚晶金刚石刀具加工,表明应用放电加工和砂轮磨削二合一复合加工PCD刀具的复合机床也已经成熟。特种加工和复合加工已经成为数控工具磨的重要发展方向。
4.智能
五轴数控工具磨是智能化技术应用最集中的机型之一。国外先进五轴数控工具磨装备有激光测头、砂轮探针、声纳感应仪、CCD相机等,其机型一般具有机床状态监控和优化,动、热态自动补偿,防碰撞功能,刀具加工在机检测,砂轮在线自动修磨标定和动平衡等功能,提高了刀具磨削的智能化水平。
5.应用软件
“一半是硬件,一半是软件”这是五轴数控工具磨加工数控刀具的基本特点。没有丰富的数控刀具磨削软件的支撑就无法加工出精彩纷呈、形式多样的数控刀具产品。一般磨削软件包括加工标准刀具模块和非标刀具模块,操作者可以应用数据库或自行设置刀具几何参数形成3D图形仿真加工程序。对于圆锥球头立铣刀等复杂形状刀具的磨削加工,目前国外实力雄厚的公司可以精确地加工出来,因为加工这种刀具需要高精度多轴联动的数控工具磨床以及高精度加工数据计算的高级磨削软件。由此可见,五轴数控工具磨是软件开发应用最充分的数控机床之一。
6.自动化
机器人广泛应用于数控工具磨床,成功解决了自动交换砂轮和工件自动上下料等问题,因而大大提高了数控工具磨床的加工效率、精度和一致性。工业机器人与数控工具磨的有机融合,形成了自动化的磨削中心(FMC)。
综上所述,现代五轴数控工具磨集先进制造技术于一身,成为当代高新技术综合应用的载体。此外,五轴数控工具磨还可用于医疗零件、IT业和航空航天业特殊材料复杂件等精密加工。可以预见,被喻为 “精灵”的五轴数控工具磨,在现代制造业中将发挥越来越大的作用。
三.五轴数控工具磨的结构形式
五轴数控工具磨主要针对复杂数控刀具进行磨削,为了实现对复杂曲面的磨削,机床加工时要求实现X、Y、Z、A或(B)、C--五轴联动。机床一般由主运动部件(砂轮)、进给运动部件、辅助部件、立柱、机座等组成。五轴数控工具磨运动部件布局结构形式多样,按被加工件主轴线分立式和卧式两大类。现介绍国内外常用的几种机床结构形式。
1.被加工件轴线立式布局
如图6所示,机床的被加工件主轴线立式布局,实现5轴联动:
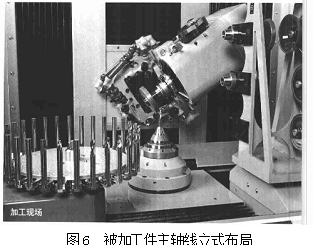
X---工件工作台横向移动
Y----工件工作台纵向移动
Z----磨头轴上下垂直移动
A---工件主轴回转角度360度
B---磨头轴回转
C----工件工作台水平方向摆动
基于这种布局,砂轮可以从前、后、左、右以任意角度接近工件加工,实现5轴联动,工件在一次装夹中可以实现全磨削。这种磨削方式,机动灵活,效率高;消除被加工件重心影响,加工精度高。
2.被加工件轴线卧式布局,工件工作台实现A,C轴转动
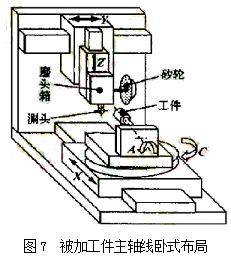
如图7所示,被加工件轴线卧式布局,工件工作台带X轴,并实现A、C轴转动;砂轮主轴上下左右移动实现Y、Z轴移动。立柱可采用整体龙门式,横梁在立柱上下滑动,砂轮轴在横梁左右滑动,这种组合结构紧凑、刚性优越,砂轮轴移动平稳,工件处于同一水平面运动稳定,操作方便。
3.被加工件轴线卧式布局,工件工作台A轴转动,砂轮主轴B轴转动
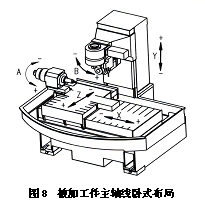
如图8所示,被加工件轴线卧式布局,工件工作台带有X轴、Z轴和A轴,砂轮主轴带有Y轴和B轴,这种组合比较灵活,结构紧凑,加工效率高。
4.被加工件轴线卧式布局,砂轮主轴实现C轴转动

如图9所示,被加工件轴线卧式布局,工件工作台带有X、Y、Z、A轴、砂轮主轴带有C轴,这种组合增加了C轴刚度和砂轮运行稳定性,提高了砂轮运动精度,对于砂轮更换十分有利;工件工作台运动坐标较多,结构紧凑。
四、 关键技术与重要配套件
1.关键技术
高端五轴联动数控工具磨,涉及主要关键技术有以下几个方面:
⑴ 用于精密磨削的机床高刚度床身、立柱及主要结构件有限元分析和整机优化设计技术;
⑵ 高速电主轴(磨头)结构优化及润滑、冷却技术;
⑶ 高速电主轴砂轮虚拟式在线动平衡、检测和修整技术;
⑷ 回转轴-A/B/C结构设计及高精度运动技术;
⑸ 直线轴-X/Y/Z设计及重复定位精度控制技术;
⑹ 五轴联动工具加工程序编制及系统软件应用技术;
⑺ 自动刀具测量和定位系统技术;
⑻ 高速磨削冷却液的注入及高压大流量切削液过滤、冷却技术;
⑼ 五轴联动数控工具磨床的总装及调试技术。
(10) 工业机器人应用等自动化技术
2.重要配套件
(1)数控系统
高性能五轴数控工具磨要求配套的数控系统具有以下方面特点:具有开放式体系结构;高精度纳米插补及运动控制;网络化全数字系统体系结构;高效曲面加工性能;易于数控编程和调试等。数控系统应具有多轴、多通道控制;具有高速、高精运动性能;数字化总线通讯;动态补偿、伺服优化等智能化功能等。
目前国外厂商一般采用FANUC31i系统和SIEMENS-840D SL系统。这一类控制系统通用性强。而现在工具磨床厂商又热衷开发专用数控系统和刀具磨削软件,如ANCA公司的ANCA系统、WALTER公司的HMC500和HMC1500/200系统、阿格顿公司的AGATHON系统。这一趋势表明,专用系统可随机床要求的复杂程度和加工对象,由模块化组件来增减加工功能,以实现它的万能性和经济性。工具磨床专用系统的CNC编程技术结合了各种数学方程表达式,因而可实现广泛范围的插补:有直线插补、圆弧插补、渐开线插补、指数函数插补、螺旋线插补、样条函数插补等功能,能解决各种复杂形状刀具的高精度加工。
我国华中数控股份公司、大连光洋科技工程公司、广州数控设备公司开发的高档数控系统也已经为国产五轴数控工具磨配套使用。
(2)数控刀具磨削软件
国外数控工具磨床配置的刀具磨削加工软件可分为两类:一类是由专业的刀具磨削软件公司开发的软件,如瑞士MTS公司开发的刀具磨削软件tool—kit PRO—FESSIONAL,瑞士NUM公司开发的刀具磨削软件NUMROTOplus等;另一类是由工具磨床制造商自主开发的软件,这类磨削加工软件中不但包含了工具磨床制造商(国外知名的工具磨床制造商通常也是知名的刀具制造商)的刀具磨削、机床制造知识,更融入了其长期积累的刀具生产实践经验。虽然各公司推出的刀具磨削加工软件在功能、智能化、可视化等方面存在差异,但一般都具有3D仿真、图形引导、参数化编程功能、开放式刀具磨削专家库等,以便于实现数控刀具的设计和制造。
我国华中数控股份公司和大连光洋科技工程公司等企业也已经开发了自主知识版权的数控刀具磨削软件。
(3)功能部件
主要功能部件涉及高性能电主轴(磨头主轴)、高精度滚珠丝杠和直线滚动导轨、高精度直线光栅和圆光栅、直线电机和力矩电机、高精度滚动轴承、高精度数控转台、精密静压轴承、静压导轨等。
(4)其它配套件
机床的切削液系统需配置高压、大流量过滤冷却站,机床要求配置吸油雾器、防爆灭火等环保安全装置。
机床智能化、自动化功能需要配置工件(刀具)和砂轮自动测量和定位系统、砂轮虚拟式在线动平衡检测装置,以及砂轮库或自动砂轮转换器及机械手,上下料机器人等,以便提高了机床智能化、自动化水平,满足日益增长的数控刀具高效、高精磨削加工需求。
五、国外典型产品简介

1.WALTER公司Helitronic Power 型工具磨 如图10所示,该机型被加工件轴线卧式布局,龙门式立柱结构,工件工作台带X轴,并实现A,C轴转动;砂轮主轴上下左右移动实现Y、Z轴。一次装卡可以实现Ф3-320mm,长350mm的回转类复杂数控刀具磨削。该机配套FANUC31i数控系统,公司自行开发数控刀具磨削软件。该机床可配置电主轴砂轮、力矩电机转台、刀具自动定位探针、砂轮自动更换装置、刀具在线轮廓测量仪、刀具自动支撑架、刀具自动上下料装置等。选项有:进给率优化器、刀具平衡仪、一体化测量系统、扭矩自适应控制等。
2.澳大利亚ANCA公司MX5型五轴数控工具磨
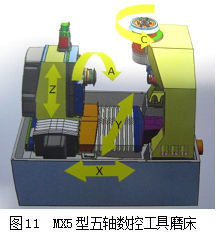
该机型被加工件轴线卧式布局,龙门式立柱结构,采用ANCA CNC CONTROL控制系统,实现X、Y、Z、A、C—五轴联动。X/Y/Z---540/510/215mm,C/A---264°/360°,主功率14kW;机床具有2套砂轮架系统,砂轮轴转速10000r/min,其交换时间为10s,砂轮最大直径203mm;配有激光连续测量系统,具有机器人上下料系统。加工工件直径100mm,加工长度300mm,具有自行开发3D仿真磨削软件。
六、 加快发展国产高档五轴数控工具磨的建议
总体来看,国产五轴数控工具磨与国外先进水平相比,在加工精度、效率、智能化、自动化、数控和软件技术、可靠性和宜人性等都存在差距,加快发展国产高档五轴数控工具磨,需要国家产业政策和科技政策支持,更需要产业界努力。为此,特提出以下建议:
(1)加大“高档数控机床与基础制造装备”国家科技重大专项对五轴数控工具磨科研、开发、示范和推广的支持力度。
(2)着力提高国产五轴工具磨的技术水平、产品质量和使用可靠性。对生产企业,建议按五轴工具磨销售额实现增值税先征后返的优惠政策,鼓励推广应用。
(3)大力发展五轴数控工具磨产品配套所需的功能部件,为产品升级和产业化提供产业链配套支持。
(4)支持重点骨干企业实施技术改造,提高五轴数控工具磨制造工艺装备水平和试验检测能力。
(5)鼓励以骨干企业为主导,以市场需求为牵引,“产学研用”结合,特别要加强刀具制造和工具磨床制造两个行业主导企业的合作,推动科技成果产业化。
七、结束语
“工欲善其事,必先利其器”。推动国产五轴数控工具磨提高技术水平和产业化程度,加快发展国产高档五轴数控工具磨,满足我国制造业的需求,已经成为机床工具行业转型升级的紧迫任务。呼吁富有实力的企业和有志之士发力,为加快发展国产高档五轴数控工具磨贡献力量。









 豫公网安备41019702003604号
豫公网安备41019702003604号