一、降低空气过剩系数遂道窑1.降低预热带负压:烟道负压值掌握在98.06—147.09Pa2.加强窑体各部分的密封性:预热带采用两道卷帘门;加强窑车间的密封;3.砂封槽...
陶瓷磨具生产的最终目标是制成一定规格,尺寸,有一定强度,硬度及其它使用性能的产品。磨具毛坯经干燥后,其坯体的强度硬度是较低的,只有经过高温烧成,结合剂经烧结,烧溶,将磨...
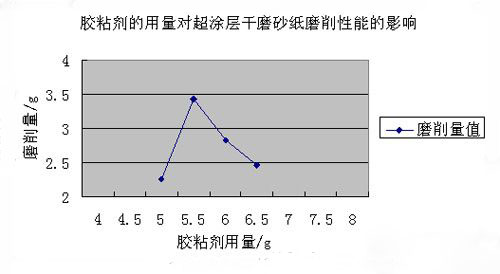
1.前言超涂层干磨砂纸是在碳化硅或棕刚玉砂纸表面加涂一层特殊的防堵塞材料,也称为防堵塞砂纸。该产品具有使用时脱屑...
一、沿厚度方向密度分布不均产生的原因:1固定垫铁厚度不当或弹簧垫铁调整不当;2成型料摩擦阻力或料与模壁摩擦阻力大。说明:这是指一般砂轮,至于高厚度砂轮,异形砂轮,筒形砂...
钛合金的弹性模数小,如TC4的弹性模量E=110GPa,约为钢的一半,因而由切削力所引起的被加工件弹性变形大,将降低工件精度,为此要改善加工系统的刚性。工件必须很牢固地...
1.定压法仅控制成型压力,毛坯的单重与压后毛坯的厚度仅作为达到预期尺寸的参考值;不作严格控制。其误差来源:1压力测量误差;2成型料的干湿程度;与称量精度,模具磨损程度,...
机械零件投入机械加工的每张图纸都有去毛刺的技术要求,去毛刺工序,工艺人员往往无法编制工艺文件,通常采用锉刀、布轮、砂布、砂带等办法来去除毛刺。随着科学技术的进步和生产的...
1引言快速成型技术(RapidPrototyping,简称RP)是从1987年开始发展起来的一种先进制造技术,集成了现代数控技术、CAD/CAM技术、激光加工技术及材料...
硬车(以车代磨)是指用车削的工艺方法作为淬硬钢的最终加工或精加工。通常,车削只是淬火前进行的粗加工。直到20世纪...


磨床工作时,常常由于砂轮的不平衡而造成振动,特别是高速旋转的砂轮,如果不设法消除这种现象,就会影响被磨削工件的表面质量和机床的寿命。因此,在磨削加工中必须对砂轮进行静平...
1引言硬质膜涂层能减少刀具与工件间的摩擦,降低刀具切削过程中的磨损,显著提高刀具的使用寿命,因此被广泛地应用于刀具涂层。在传统涂层的制备中,化学气相沉积CVD和物理气相...
(1)超高速磨削超高速磨削时,砂轮线速度大于150m/s。在超高速磨削加工过程中,保持其它参数不变,随着砂轮速度的大幅提高,单位时间内磨削区域的磨粒数增加,每颗磨粒切下...
在胶粘剂基体和被粘材料之间存在着一个三维转变相区,这一相区被称为界相。在粘接接头中应力通过界相从一侧被粘接体传递到另一例被粘接体,而且界相最易受环境影响而导致粘接失效,...
机械零件投入机械加工的每张图纸都有去毛刺的技术要求,去毛刺工序,工艺人员往往无法编制工艺文件,通常采用锉刀、布轮、砂布、砂带等办法来去除毛刺。随着科学技术的进步和生产的...
瑞典山特维克公司的新型GC1030硬质合金牌号是全球率先开发的TiAlN超多层涂层硬质合金刀具材料,它在模具材料的加工中,发挥出了提高加工效率、延长刀具寿命的卓越性能。...
模具在制造业产品研发、创新和生产中所具有的独特的重要地位,使得模具制造能力和水平的高低成为国家创新能力的重要标志。在现代模具的成形制造中,由于模具的形面设计日趋复杂,因...
化学气相沉积(CVD)金刚石作为一种新型超硬刀具材料,为金刚石刀具的应用开辟了新的途径。CVD金刚石刀具主要有两种类型:CVD金刚石薄膜涂层刀具和CVD金刚石厚膜焊接刀...
市场部电话:+86-0371-67681070 刘小雨:13837111415 客服电话:+86-0371-67667020 传真:+86-0371-67651390 支付宝:yuanfaxinxi@163.com
市场部QQ:253516969 客服、友情链接QQ:1248693466
QQ交流群:39904292 工作时间:周一到周五 8:30 —17:30
Copyright © 2020 abrasives.org.cn 增值电信业务经营许可证:豫B2-20202116 ICP备案:豫B2-20100036-3 豫公网安备41010202002334号
豫公网安备41010202002334号


 手机资讯
手机资讯 官方微信
官方微信




