

 手机资讯
手机资讯 官方微信
官方微信摘要 作者:KellyPica;圣戈班高级产品经理在棒料加工中,为获得最佳加工圆度、尺寸公差和表面抛光,无心磨削无疑是一个较为适宜的选择。对于高效经济且需在紧密公差范围内生产制造的零部件...
作者:Kelly Pica;圣戈班高级产品经理在棒料加工中,为获得最佳加工圆度、尺寸公差和表面抛光,无心磨削无疑是一个较为适宜的选择。对于高效经济且需在紧密公差范围内生产制造的零部件,贯穿式无心磨削加工就格外重要。
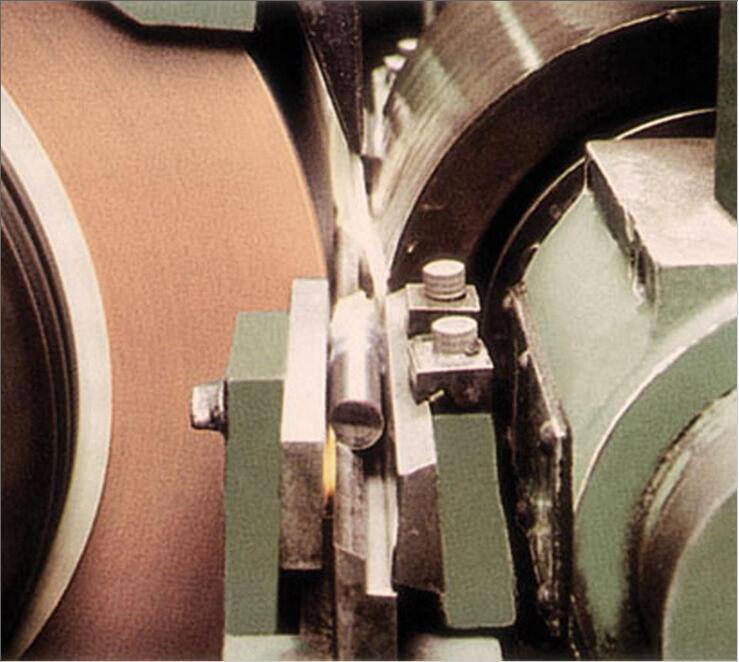
Century45采用B45型陶瓷粘结剂,每转的加工效率高、切削量大,比传统砂轮更具优势;在一些加工案例中,Century45的效率甚至是传统砂轮效率的两倍。去除等量的材料,砂轮转数却减少,这意味着循环时间缩短,生产效率提高。
新型砂轮结合剂

砂轮寿命更长
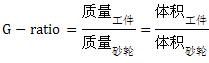
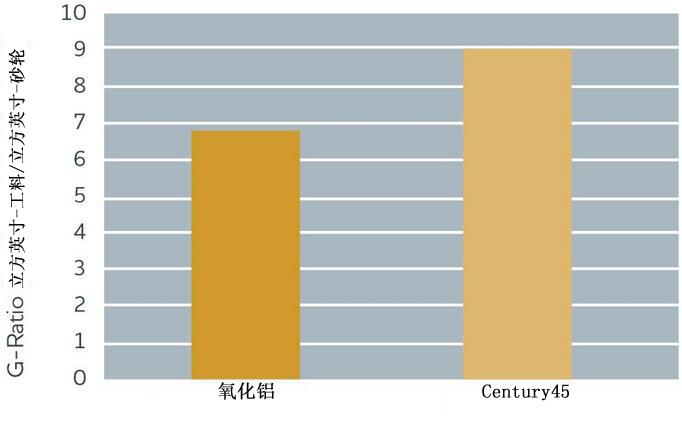
砂轮寿命的最佳量化标准是磨削比(G-ratio),它是切削材料量与砂轮材料磨损量的比值(如下述公式所示)。材料量可以用质量或体积来进行度量衡;这种测量方法避免了生产水准方面的变量差异。
更安静的磨削工作环境
根据美国劳动局的统计数据,美国约有3千万人都暴露在噪声危害的工作环境下。特别是在私人企业中,噪声损伤导致的听力疾病是美国最常见的非致命性职业病之一。在美国,每年约有上千工人都因为工作环境噪声过大而遭受听力损伤。而诺顿Century45的多孔性结构则显著降低了砂轮在磨削加工过程中特别是金属加工时的噪声分贝。
在案例研究中,诺顿Century45能有效降低噪声至23.2dB;而市场上流行的防噪声泡沫耳塞的有效降噪也只是在25-28 dB左右。
应用案例
案例一:美国辛辛那提市某客户的双支承砂轮无心磨床改进,并用于铬镍铁合金棒料的磨圆和抛光加工。
工件外直径:0.5-1.75英寸,工件长度:378-384英寸。80目碳化硅磨料的树脂结合剂砂轮(24*20*12英寸)每转去除铬镍铁合金棒料约0.005英寸,而使用了诺顿Century45砂轮后,每转去除材料为0.012英寸。

案例二:应客户要求,提高砂轮磨料的使用寿命,并改进3#无心磨床以降低总成本,用于合金钢(1045、10V45、4140和17-4)棒料工件的加工。
工件外直径:3.5-7.5英寸;工件长度:4-6.5英寸。为满足试验测试,采用Century45 3NQAC36-S9B45砂轮替代了原来的46目氧化铝磨料树脂结合剂砂轮(24*8*305)。
通过以上案例可以看出,选择一个高效砂轮可以显著节省加工时间和劳动量并节约成本。砂轮变化越小,停机时间越短,工作效率就越高;生产能力的提高就意味着可以处理更多的生产任务和工作。特别是对于批量化大型化加工的多刀磨床而言,采用这样的新型砂轮,其高效生产和价值意义就更加明显。 (编译:中国磨料磨具网)








 豫公网安备41019702003604号
豫公网安备41019702003604号