

 手机资讯
手机资讯 官方微信
官方微信摘要 一、砂轮安装就位前的检查:目测检查:所有砂轮在使用前必须进行目测检查,如有损坏,不准使用音响检查(敲击试验):陶瓷结合剂砂轮在使用前应先进行音响检查。若砂轮无裂纹,则发出清脆的声音...
一、砂轮安装就位前的检查:目测检查: 所有砂轮在使用前必须进行目测检查,如有损坏,不准使用;
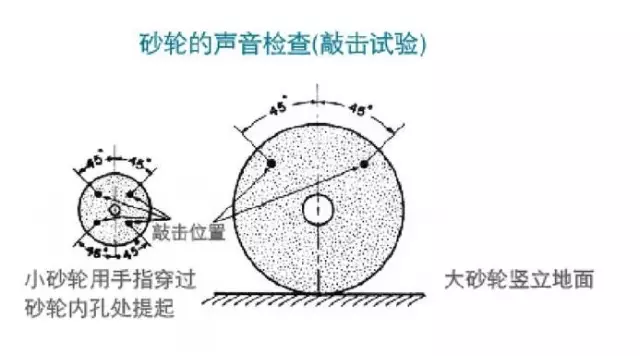
音响检查(敲击试验): 陶瓷结合剂砂轮在使用前应先进行音响检查。若砂轮无裂纹,则发出清脆的声音,反之则发出闷声或哑声;
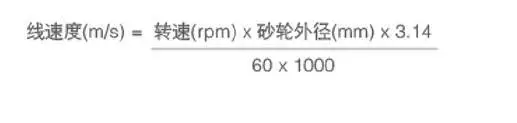
校对机床的转速是否与砂轮上所标明的的最高安全使用速度相符。
请不要将已开裂或受损的砂轮安装就位到轮轴上。
请不要超过砂轮所限定的最高安全使用速度。
1、砂轮主轴必须笔直、光滑、洁净、无损;主轴尺寸必须在公差允许范围之内;
2、砂轮必须能够自由地安装到主轴或法兰上;
3、 法兰盘、卡盘压紧面必须平整、洁净,且外径至少不小于砂轮外径的三分之一;
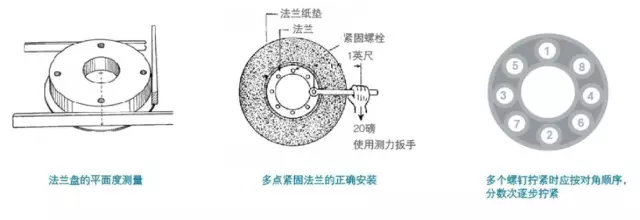
4、 法兰盘的平面度需要定期测量。正确的法兰盘平面度应该在0.01mm 之内,如果平面度有超差,则需要对法兰盘进行维护;
5、砂轮与卡盘压紧面之间必须衬以柔性材料制成的衬垫(如诺顿砂轮采用纸质商标圈),压紧面应保持平整干净,无任何附着物,并且要在法兰盘圆周外部露出2mm以上;
6、对带有平衡调整装置的磨削系统,必须按要求先进行系统平衡调整;
7、对于多点紧固的法兰,应根据机床制造厂商所建议的力矩大小将法兰用力均匀地紧固在砂轮上。安装时应注意螺钉和螺母的松紧程度,压紧到足以带动砂轮且不产生滑动为宜。多个螺钉拧紧时应按对角顺序,分数次逐步拧紧,有条件应采用测力扳手。
将砂轮强行安装在主轴上或任意改变砂轮的孔径(如果砂轮孔径与主轴不符,请另外选用尺寸相符的砂轮);
使用不干净、不平衡、带毛刺或尺寸大小不同、凹纹不同的法兰;
对于多点紧固的法兰,将紧固螺丝拧的过紧。








 豫公网安备41019702003604号
豫公网安备41019702003604号