

 手机资讯
手机资讯 官方微信
官方微信摘要 砂轮的修整是指用金刚笔或金刚滚轮将砂轮表面钝化的部分去掉的过程。那砂轮什么时候需要修整?主要包括三种情况:1.新砂轮刚刚安装上机床,外圆肯定不圆,需将其修圆
砂轮的修整是指用金刚笔或金刚滚轮将砂轮表面钝化的部分去掉的过程。那砂轮什么时候需要修整?主要包括三种情况:1.新砂轮刚刚安装上机床,外圆肯定不圆,需将其修圆
2.砂轮经磨削之后表面一层磨料钝化,要将这层磨料去掉
3.砂轮本身并没有钝化,但由于所磨的材料堵塞在砂轮表面使其无法再继续磨削
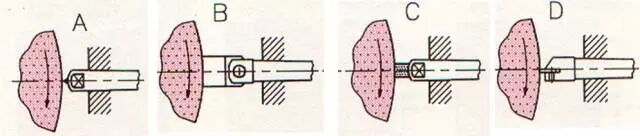
以下为不同种类修整器修整砂轮的示意图:
修整速度对应于不同的磨削类型的关系,可以用这么一个经验公式来计算:
Ud=0.5/Sd
Sd=Vd/h
其中:
Vd为金刚笔的走刀速度 mm/min
h为砂轮的转速 l/min
Sd为砂轮每转一圈,修整笔沿轴向移动的距离,即“螺距”
0.5是估算金刚笔的头部宽度
而Ud的值则分别代表不同的磨削情况:
Ud= 2-3 粗磨
3-6 半精磨
6+ 精磨
例如,将46粒度的砂轮用于粗磨,磨料的颗粒大小为0.355-0.425mm,修整的总量一般不超过0.20mm,每次进刀量为0.05mm,共来回4次修整。80粒砂轮用于精磨,其磨料的颗粒大小为0.18-0.21mm,修整的总量一般不超过0.08mm,每次进刀量为0.025mm,共来回3-4次。(圣戈班磨料磨具微信)








 豫公网安备41019702003604号
豫公网安备41019702003604号