

 手机资讯
手机资讯 官方微信
官方微信摘要 摘要游离磨粒线锯切割存在污染环境和切割效率的不足,固着磨粒线锯切割具有切缝小、切片表面质量好、切割速度快和消除工业浪费等优点成为了人们的研究热点。固着磨粒线锯和游离磨粒线锯最主要的...
摘要 游离磨粒线锯切割存在污染环境和切割效率的不足,固着磨粒线锯切割具有切缝小、切片表面质量好、切割速度快和消除工业浪费等优点成为了人们的研究热点。固着磨粒线锯和游离磨粒线锯最主要的区别是切割线,切割线的特性直接影响硅片的切割质量及生产效率。本文阐述了固着磨粒线锯切割的优点,总结了目前几种固着磨粒切割线的制造方法,包括:电镀、电火花、钎焊、树脂、机械碾压和挤压与冲压等,并介绍了固着磨粒切割线的改进方法。
关键词 固着磨粒线锯;切割线;制造方法
随着光伏行业的发展,硅片的需求量越来越大,同时对硅片厚度、直径和表面质量有更高的要求。硅片切割在硅片制造成本中占据很大比例[1],降低硅片切割成本对于降低硅片的成本具有重要意义。多线切割机简称线锯,用来切割晶体、陶瓷等硬脆性材料,是硅片的主要切割设备。线锯分为游离磨粒线锯和固着磨粒线锯。游离磨粒线锯切割是分散于切割液中的SiC磨粒在切割线和硅晶体的压力下通过“滚压嵌入”作用于硅晶体表面,使硅表面产生塑性变形和裂纹的三体加工过程[1,2]。游离磨粒有下列缺点:砂浆(磨粒和切割液组成)不能充分利用,造成工业浪费,切割效率低,成本高,污染环境[3,4]。固着磨粒线锯切割是“两体磨削”加工的过程,通过刮擦晶体硅的方式完成切割[5],切割时采用水溶性的冷却剂,不需要砂浆[6-8],磨粒与切割线一起运动。固着磨粒线锯切割具有切缝小、材料利用率高、切片表面质量好、切割速度快和消除浪费等优点[3,9],所以固着磨粒线锯切割成为大家看好的下一代切割技术[10]。本文主要介绍固着磨粒线锯中切割线的制造方法及其研究进展。
1 固着磨粒切割线的制造方法
固着磨粒切割线是通过某种工艺方法将硬度大、耐磨性好的磨粒固结在基体表面上而制成的一种切割工具,一般要求固着切割线成本低,耐磨,抗拉强度高,直径小等。根据磨粒固着在基体上表面的方式不同,可以分为使用金属结合剂或树脂结合剂等有结合剂的方式(如图1所示)以及直接将磨粒固着在基体表面的无结合剂方式。
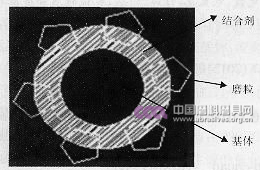
图1 固着磨粒切割线示意图
1.1 金属结合剂
通过金属结合剂把磨粒固着在基体上的主要译意风电镀、钎焊和电火花等。
1.1.1 电镀法制造切割线
电镀切割线一般以镍为结合剂,用电镀法把磨粒固结在若何表面。
电镀切割线的步骤为:预处理、电镀(包括三步预镀、上砂和加厚镀)和后续处理[11]。随着技术发展,人们对传统电镀工艺进行了改进,主要包括以下两方面:
(1)提高制造速度。传统的电镀工艺制造速度慢,这主要是因为电镀时阴极附近金属离子浓度的减小引起镀液中极限电流密度的减小造成的。为提高制造速度,可采用毡刷摩擦阴极表面减小阴极离子浓度的降低[12]。
(2)提高固着磨粒切割线的质量。现在常用的有以下六种方法:①两次上砂处理,先镀粗颗粒再镀细颗粒[13]。②用激光技术对切割线表面处理[14]。这两个方法可提高对磨粒的把持力。③住友电气工业株式会社对结合剂(采用钨镍合金)进行了改进,并在切割线的外表覆盖一薄层高硬度的金属薄膜。此法制造的切割线磨粒把持力强,镀层质量好,金属薄膜的厚度薄,在使用时不损害磨粒的锐利度[15]。④李园对切割线的基体进行了改进,在基体表面覆盖了一层由铜或铜合金构成的表层为螺旋凹槽形状的植砂层。这样不仅可以提高电镀速率,还可以提高切割线的使用寿命[16]。⑤贺跃辉等人对金刚石表面进行导电化处理,可以使镀层与金刚石呈现浸润型界面,提高镀层对磨粒把持力,令颗粒在金属线上沉积快,沉积均匀性好,沉积密度高和颗粒利用率高,同时也可提高电镀速度[17]。⑥Liu Yen-Kang等人对传统电镀固着磨粒切割线制造方法进行了改进。传统的电镀工艺一般是磨粒和镀层同时沉积到基体表面,电镀时易引起磨粒聚合进而造成切割质量和精度下降,在制造过程中要控制镀液中磨粒的浓度、磨粒的分散来抑制磨粒的聚合。Liu Yen-Kang法所需的制造材料有基体(琴钢线、镀铜琴钢线、我锈钢线等金属丝)、导电层包裹的磨粒、中间层(黏结材料、溶剂、溶液或其混合物)和金属保护层(金属可以是镍、铜、银等),制造步骤有两种方法:①先把磨粒与中间层混合,再把混合物涂在其本表面,最后再电镀金属保护层。②先把中间层涂在基体表面,再把磨粒嵌入中间层,最后再电镀金属保护层。这种切割线使用寿命长,切割线表面平整,可以提高切割质量[18]。
虽然做了上述改进,电镀法制造切割线仍有一些缺点,如电镀工艺复杂、污染环境、制造成本高、线抗弯扭曲强度低和切割过程中容易断丝等[22]。
1.1.2 电火花加工切割线
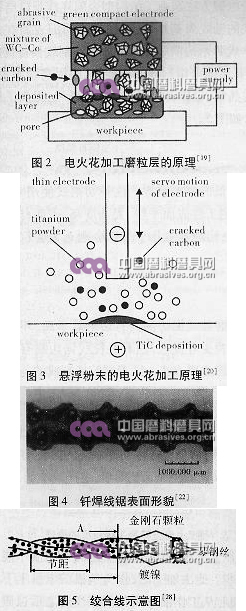
电火花加工切割线是通过电火花加工机在基体上沉积坚硬层。具体方法分别两种:一是直接将结合剂材料做成电极[19,3],如图2。二是将结合剂材料放入工作油中,如图3[20]。
首先介绍将结合剂材料做成电极的 。电极是由磨粒(一般为绝缘材料)、碳化钨和钴的粉末组成,切割线基体由步进机缠绕。通过放电,电极被粉碎,粉末落入间隙;碳化钨被放电热分解溶化后,与工作油中游离的碳反应之后沉积到工件(即切割线基体)上;磨粒作为结合剂消失于碳化钨沉积层中。根据加工时电气条件的不同,沉积层有时是有气孔的。磨粒,碳化钨和气孔是磨削工具(即切割线)的主要成分。碳化钨坚硬,切割线没有磨粒同样可以用来切割硬脆性材料。
利用镀层材料在工作油中的电火花加工切割线,这种方法省去了电极制造的时间,还可以有选择地在小面积上沉积镀层,但缺点是有些物质不能用这种方法沉积。此法加工是地,作为负极的电极上下往复运动,钛粉与从工作油中裂化的碳反应之后以碳化钛的形式沉积到基体上。碳化钛具有高硬度、耐磨蚀、热稳定性好的特点,切割线即使没有磨粒也同样可用于切割。
1.1.3钎焊法制造切割线
钎焊是用比母材熔化温度低的钎料,操作温度低于母材固相线而高于钎料液相线的一种焊接技术。钎焊法制造切割线是通过钎焊实现磨粒、结合剂(钎焊合金材料)和基体三者之间的化学冶金结合[21]。钎焊法制造的切割线分为两种:一是磨粒无序地固着在若何表面;二是磨粒有序地固着在基体表面。下面主要介绍磨粒有序排布的制造方法。
钎焊法制造切割线通常采用高频感应钎焊加热。高频感应钎焊具有加热效率高、温度容易控制且可以局部加热、作业环境好、几乎无污染等优点。钎料一般使用Ag基、Ni基和Cu基并加上易和碳形成化合物的元素Cr、Ti和Si ,再加入改善钎焊效果的Sn和B等元素形成合金钎料结合层。切割线复合体是进行感应钎焊前所制备的焊样,切割线复合体的制备流程为:基体矫直、表面处理→涂覆黏结剂→有序排布磨粒→涂覆钎料→固胶。钎焊法制造磨粒有序排布切割线的步骤:一是切割线复合体的制备;二是感应加热切割线复合体[22] 。
钎焊法制造的固着切割线具(如图4)有结合强度高(化学冶金结合)、磨粒出露高(一般可达磨粒高度的一半以上)、表面容屑空间大(因为磨粒出露高和磨粒的有序排布)、使用寿命长和切割效率高等特点[22]。但是,由于钎焊温度高,容易造成基体材料的变质,影响基体材料的强度,有可能引起基体材料断裂,所以一般要求钎焊切割线的线径比较粗。
1.2 树脂结合剂
树脂结合剂固着磨粒切割线是通过树脂结合剂把磨粒均匀地固着到基体表面。树脂结合剂分为:热固性树脂和紫外线固化树脂。
热固性树脂一般为酚醛树脂,固着磨粒切割线制造步骤:磨粒与树脂混合、基体表面处理→磨粒与树脂混合物涂在基体表面→固化[23]。涂层时,若树脂涂层百度不均匀,则厚的地方磨粒多,薄的地方磨粒少;树脂层越薄,对磨粒的把持力越小[4]。在制造过程中,由于要加热固化易引起基体的青脆。为解决青脆、发送锯丝的耐磨性和结合剂对磨粒的把持力,可以在树脂中添加金属粉末,研究认为添加铜粉效果最好[23]。此外,铜粉还可以改善锯丝的耐热性。为进一步提高基体对磨粒的把持力,可对磨粒表面进行化学处理(可加强磨粒与树脂表面间的化学反应)、电沉积镍或其他金属[4]。
采用快速固化的紫外线固化树脂制造切割线,可以提高制造速度和降低成本,还可以减小对环境污染。为提高磨粒与基体的结合强度和切割线的耐磨性,日本学者俊之等人采用双层磨粒层结构,即基体外第一层是与基体有良好附着性的黏结层;第二层是含磨粒和粉末的磨粒层。为进这一步提高制造速度,结合剂中可添加氧化铝粉末。
为了减小切割材料的浪费,切割线向着小直径和高强度的方向发展,随着金属丝线径的微细化,制造难度增大。有人研究出以紫外线光固化以非金属为基体的固着切割线,此线基体采用高强度的聚乙烯线,并用溶液对其表面处理,磨粒为镀镍的金刚石,紫外光固化树脂为结合剂[24]。
总之,树脂结合剂的强度低,耐热性差,线锯易磨损,磨粒易脱落,使用寿命不如电镀的切割线好。但树脂结合剂弹性好,能减小切割系统的振动,切片表面质量好[25],线锯的制作工艺简单,生产成本低,环境污染小。
1.3 无结合剂
固着磨粒切割线的制造不帕斯卡以不用结合剂,用机械作用直接把磨粒液压嵌入到基体中,即机械碾压法。美国专利4485757曾提出用液压嵌入方式制备连续金刚石线锯的工艺[25]。此法加工成本低,把磨粒直接液压嵌入到基体中,降低了基体的强度,磨粒易脱落,此法不常用[14,25]。
另外,固着切割线的制造方法还有挤压或冲压,即用两维以上的冲挤压头模,将磨粒挤压、冲压进基体的表面以下,然后在冲挤压形成的锯线表面,涂敷一层1~10μm的金属、非金属材料。这种方法加工成本低,但降低了基体的强度[25]。
固着磨料切割线的制造方法各有优缺点,电镀和树脂法已有工业生产。
2 固着磨粒切割线的改进
为了改善切割线的质量,人们对切割线的形状和磨粒的种类做了改进。
(1)切割线的形状。“泪滴状”切割线,是把基体改进为有两个较大的侧面,横截面是非圆的,形状像泪滴,在其表面上电镀磨粒,可以减小锯缝损失和增加基体的强度[26]。为了提高金刚石电沉积切割线的切割速度和使用寿命,日本学者石川宪—设计了一种新型的切割线即绞合线,此线基体为两根极细的琴钢丝捻成的,并在其表面电沉积金刚石磨粒。中国专利CN201960674提出的具有磨粒涂层的多股切割线,是由至少两股以上的切割钢丝相互螺旋缠绕在一起,形成绳状结构,并在其表面用“电镀或胶水黏结”的方法固着金刚石或碳化硅颗粒。此线减小了断丝率,提高了抗拉强度,延长了线的使用寿命,改善了排屑效果,提高了切割效率[27]。中国专利 CN102152215A介绍了结构型电沉积磨粒的切割线,由结构型金属坯线(基体)、超硬磨粒(金刚石或立方氮化硼)和镀层组成,通过复合电镀方法制备。结构型金属坯线是以结构型金属坯线的轴线为基线,沿其轴线的周围表面有多段形状为S或Z形的曲线分布。这种切割线具备良好的容屑、排屑和携带切割液的功能,从而提高切割效率;磨粒不易脱落,也能有效防止切割线断线,提高了使用寿命[28],如图5。
(2)磨粒的种类。中国专利CN102152216A介绍的固着切割线以立方氮化硼作为磨粒,制备方法:基体处理→复合电沉积立方氮化硼(镍为结合剂)→清洗烘干。立方氮化硼固着切割线具有良好的高温抗氧化性能和低的摩擦系数。这种切割线使用寿命长,成本低,切割工件表面平整,光洁度高,表面材料晶体结构损伤小,切割能力几乎与以金刚石为磨粒的固着切割线相同[29]。
3 结论
固着磨粒线锯切割具有切割效率高、环境污染小和工业浪费少等优点,固着磨粒线锯切割有望成为硅晶体切割的主要方法。固着磨粒切割线的各种制造方法各有其优缺点,如钎焊切割线的磨粒可以有序排布,但由于钎焊温度高,影响基体的强度,所以切割线直径粗些;树脂切割线磨粒固着强度低;电镀切割线制造成本高,污染环境。各种制造方法也都在改进。笔者认为,固着磨粒切割线可能往以下几个方向发展:(1)切割线直径变小、还要具有高的抗拉强度;(2)切割线基体为其他材质的研究;(3)金刚石磨粒改为其他耐磨磨粒,来降低切割线的成本;(4)磨粒在基体上有序排布,这样可以提高切割效率,避免磨粒的浪费。
参考文献:
[1] MOLLER H J.Basic mechanisms and models of multi-wire sawing [J].Advanced Engineering Materials,2004(6):504-513.
[2] MOLLER H J,FUNKE C,RINIO M,et al .Multicrystalline sillicon for solar cells [J].Thin Solid Films,2005,487:179-187.
[3] YAO Chunyan,WANG Minghuan,PENG Wei.The progress of fixed abrasive wire saws in the last decade[j].Advanced Materials Research,2010(3):15-18.
[4] JUN Sugawara,HIROSHI Hara,AKIRA Mizoguchi.Development of fixed-abrasive-grain wire saw with less cutting loss[J].Sumitomo Electric Technical Review,2004(6):7-11.
[5]CHEN Chao-Chang,CHAO Pei-Hsiun.Surface texture analysis of fixed and free abrasive machining of sillicon substrates for solar cells [J].Advanced Materials Research,2010(8):177-180.
[6] CHOU Yenchun,KUO Yincheng,YANG Shangwei,et al.Acid treated surface morphology of fixed abrasive sawn wafers[C].Seattle:Photo-voltaic Specialists Conference,37th IEEE,June,2011:002136-002138.
[7] KONDO Y,WATANABE N,IDE D,et al.Characterization of multi-crystalline silicon wafers for solar cell applications sliced with a fixes abrasive wire[C].Proceedings of the 23rd European Photovoltaic So-lar Energy Conference ,Valencia:2006:948.
[8] KRAY D,SCHUMANN M,EYER A,et al.Solar wafer Slicing with loose and fixed grains[C].Proceedings of the 23rd European Photo-voltaic Solar Energy Conference,Valencia:2006:948.
[9] HARDIN C W,QU Jun ,SHIH A J.Fixed abrasive diamond wire saw slicing of single-crystla silicon carbide wafers[J].Materials and Manu-facturing Processes,2004,19(2):355-367.
[10] WATANABE N,KONDO Y,IDE D,et al.Characterization of poly-crystalline silicon wafers for solar cells sliced with novel fixed-abrasive wire[J].prog.photovolt:Res.Appl,2010(18):485-490.
[11] 向波,贺跃辉,谢志刚,等.电镀金刚石线锯的研究现状[J].材料导报,2007,21(8):25-29.
[12] CHIBA Y,TANI Y,ENOMOTO T,et al.Development of a high-speed manufacturing method for electroplated diamond.wire tools[J].Annals of the CIRP,2003,52(1):281-284.
[13] LUKSCHANDEL J,MEYER J.Nickel-diamond-coated saw wire with improved anchoring of the diamond particles:US,2003140914[P].2003-07-31.
[14] CLARK W I,SHIH A J,Hardin C W,et al .Fixed abrasive diamond wire machining-part I:process monitoring and wire tension force[J].Int Machine Tools Manufacture,2003,43:523.
[15] 住友电气工业株会社.金刚石线锯及金刚石线锯的制造方法:中国CN101823240 A[P].2010-09-08.
[16] 王楚雯,李园.金刚石线锯及其制备方法:中国,CN102166792 A[P].2011-08-31.
[17] 长沙岱勒金刚石制品有限公司.一种表面改性金刚石的金刚石线锯生产方法:中国,CN101812710A[P].2010-08-25.
[18] LIU Yen-kang,LEE Yi-Tsang,KAO Chien-Wei.Wire saw and method for fabricating the same:US,2011/0263187 AL[P].2011-10-27.
[19] KATSUSHI Furutani,KOJI Suzuki.A Protoype of electrical discharge coater for wire saw[J].The 40th CIRP Internation Manufacturing Systems Seminar,2007.
[20] KATSUSHI Furutani,YASUO Murase.Fabrication of wire saw with patterned hard bumps by electrical discharge machining with powder suspended in working Oil[J].The 41st CIRP Conference on Manu-facturing Systems,2008.
[21] 林增栋.金刚石-金属工具的发展与现状[J].粉末冶金技术,增刊,1992,10:65-81.
[22] 王波.感应钎焊制作金刚石线锯的基础研究[D].南京:南京航空航天大学机电学院,2010.
[23] TOSHIYUKI Enomoto,YUTAKA Shimazaki ,YASUHIRO Tani,et al.Development of a resinoid wire containing metal powder for sli-ching a sillicon ingot[J].Annals of the CIRP,1999,48(01):273-276.
[24] 毛炜,彭伟,姚春燕,等.紫外光固化非金属芯线金刚石线锯研究[J].新技术新工艺,2008,07:88-90.
[25] 康仁科.金刚石丝锯精密切割及其制备技术[A].中国超硬材料网(http://www.idacn.org/articles/14955.html),2011-06-07.
[26] SCHMID F,SMITH M B,KHATTAK C P.Kerf reduction using sharped wire[J].IEEE,1993.
[27] 常州得一新材料科技有限公司.一种具有磨料涂层的多股切割钢丝:中国,CN201960674 U[P]. 2011-09-07.
[28] 长沙岱勒新材料科技有限公司.一种结构型电沉积磨料的线切割线:中国,CN102152215 A[P].2011-08-17.
[29] 长沙岱勒新材料科技有限公司.一种立方氮化硼切割线:中国,CN102152216 A[P].2011-08-17.
作者简介
潘慧,女,1986年生,西安交通大学硕士研究生。研究方向:太阳能电池片的切割。








 豫公网安备41019702003604号
豫公网安备41019702003604号