

 手机资讯
手机资讯 官方微信
官方微信摘要 禹州市银星磨料有限公司杜向军摘要:本文主要针对镀衣磨料的生产过程和性能试验进行初步研究,探讨提出不同镀衣磨料的使用领域。关键词:陶瓷结合树脂结合镀衣氧化铁红有机硅磨料性能随着社会的...
禹州市银星磨料有限公司 杜向军
摘要:本文主要针对镀衣磨料的生产过程和性能试验进行初步研究,探讨提出不同镀衣磨料的使用领域。
关键词:陶瓷结合 树脂结合 镀衣氧化铁红 有机硅 磨料性能
随着社会的发展和研磨技术的提高,人们对磨具的要求也越来越精细,磨具的针对性也越来越强,所以开发出更多的新品种人造磨料,是我们这一代人必须要做的事情。只有磨料的不断更新和开发出更多新产品,才会使我国的磨具行业更好更快地发展,逐渐缩小与发达国家在这个领域的差距。
对磨料进行镀衣是一种成本低,并能够有效提高磨料各项性能的方法和工艺。禹州市银星磨料有限公司主要针对镀衣棕刚玉磨料的亲水性、球磨韧性、单颗粒抗压强度及脱砂率进行了对比实验研究,实践证明了这种磨料性能优越,能够广泛地应用于涂附磨具和树脂固结磨具的制造。
1.三种不同镀层材料镀衣磨料的生产工艺及流程
1.1 陶瓷镀衣磨料生产工艺与流程
本产品采用氧化铁红和陶瓷结合剂,根据磨料颗粒比表面积的大小,按一定的配比加入、搅拌均匀后,用高压喷涂装置,均匀地涂在磨料表面并在喷涂过程中加热使之快速固化,且涂层要薄而均匀,涂层的厚度要每次进行检测和调整,过厚的涂层会起到相反的作用。不同的磨料所需用陶瓷结合剂和氧化铁红及相对应的加热温度也是不一样的,比如:棕刚玉的温度要高一些,碳化硅的温度要低一些等等。由于所用的配方不相同,所生产出来的产品的颜色也不完全一样,棕刚玉镀衣磨料相比较来说颜色要红一些(见图1),黑碳化硅镀衣磨料颜色为深红色(见图2),锆刚玉镀衣磨料的颜色为浅红色(见图3)、不太亮。
磨料水洗→烘干→氧化铁红计量→ 陶瓷结合剂计量→混合搅拌→磨料混料→低温固化→高温烧成→筛分→检验→包装→入库
1.2 树脂镀衣磨料生产工艺与流程
本产品采用酚醛树脂液,根据磨料颗粒比表面积的大小按一定比例加入一定量的氧化铁红,在双向搅拌机内混合均匀,然后进行低温固化3—8小时,等固化完成后对有轻微粘结的颗粒进行分离,使之完全分散,不能有假颗粒的存在,装入窑炉中在180℃的温度下处理1—8小时。由于树脂镀衣磨料的温度比陶瓷镀衣磨料生产温度要低很多,所以用这种工艺生产出来的镀衣磨料,从外观来说,无论那种材质的磨料颜色基本一样,没有很大的色差。
树脂镀衣磨料具体的生产工艺流程如下:
磨料水洗→烘干→树脂结合剂计量→氧化铁红计量→高速搅拌→低温固化→颗粒分散→高温固化→筛分→检验→包装→入库
1.3 有机硅镀衣磨料生产工艺与流程
这种镀衣磨料的生产工艺简单。一般情况下,很多磨具制造企业,只要条件具备,都是可以自己制作的,现作现用很方便。
禹州市银星磨料有限公司根据一些不具备生产条件的磨具制造企业的要求,开发生产了这种镀衣磨料,但是这种镀衣磨料的主要缺点是必须按订单生产,因为它只有一年的保质期,在保质期内有效,超出保质期就没有效果了。
有机硅镀衣磨料具体的生产工艺流程如下:
磨料水洗→烘干→有机硅计量→喷涂→搅拌→烘干→筛分→检验→包装→入库
2 .试验方案和结果
2.1脱色和脱砂率对比试验
A 根据公司制订的镀衣磨料脱色检验方法标准做如下试验分析。
试验1 烧杯中分别放入150ml的蒸馏水和50g棕刚玉镀衣磨料,分别在可调温电炉上煮沸5分钟,取下,待降至室温,观察比较水的色泽。
结果 陶瓷镀衣磨料色泽清澈,没有发红现象,也就是没有脱色现象。树脂镀衣磨料有很轻微的红色,表明有轻微脱色现象。
试验2 烧杯中分别放入10%的盐酸水溶液150ml和50g棕刚玉镀衣磨料,分别在通风橱内用可调电炉加热煮沸5分钟,取下,待降至室温,观察镀衣磨料的镀衣涂层是否有变化。
结果 陶瓷镀衣磨料用电炉烘干后,镀衣磨料表面的涂层有轻微脱落;树脂镀衣磨料涂层全部脱落。
B 按照机械行业标准JB/T10155—1999《涂附磨具 砂布砂纸磨削性能试验方法》,对用各种磨料制作的砂布样品进行脱砂率试验分析。
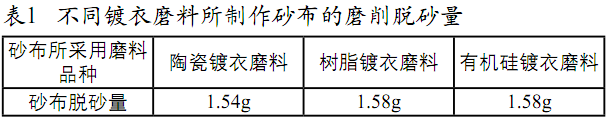
磨削试验时,按标准要求先称取砂布磨具磨削前的重量W1;磨削完成后再称取砂布磨具的重量W2。脱砂量W= W1—W2。
对公司三种不同镀层材料的镀衣棕刚玉磨料制作的砂布,进行相关磨削试验后得到的脱砂量数据见表1,结果表明:陶瓷镀衣磨料比树脂镀衣磨料和有机硅镀衣磨料的脱砂量要小,也表明陶瓷镀衣磨料的粘结力要比其它两种好。
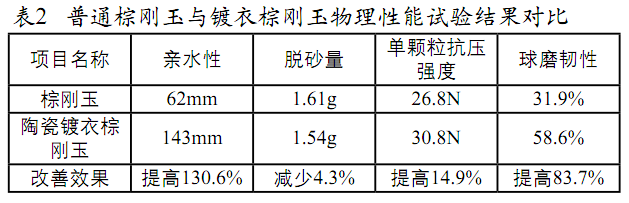
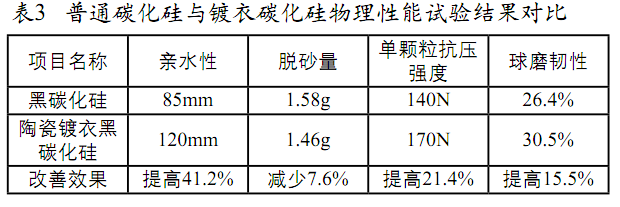
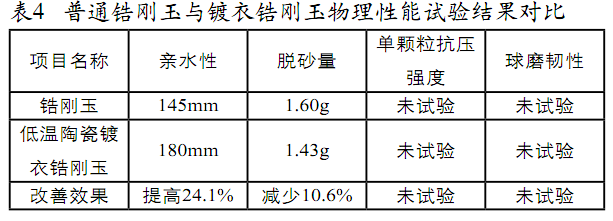
采用陶瓷镀衣的不同磨料品种与其原始磨料分别制作砂布,进行磨削试验,其脱砂量数据见表2~表4。
注:本表试验结果是以P60为代表号进行比对测试的(单颗粒抗压强度为P30)。
2.2 亲水性对比试验
在JS1-4型亲水性测定仪上,依据机械行业标准JB/T7984.4—2001《普通磨料 毛细现象的测定》方法,对不同材质的原始磨料和镀衣磨料分别进行毛细现象(即:亲水性)测定,均按照30分钟进行计时,具体结果见表2~表4。
2.3 球磨韧性对比试验
依据GB/T23538—2009《普通磨料 球磨韧性测定方法》,对不同材质的原始磨料和镀衣磨料的球磨韧性进行了测定,其结果见表2~表3。
2.4 单颗粒抗压强度
磨料的单颗粒抗压强度是在杠杆式单颗粒抗压强度试验机上测定的。测定时随机地选取不同磨料的P30粒度号的基本粒颗粒各300颗,逐一放在试验机两平板压头之间,逐渐增加压力,直至磨粒破碎,记录每颗磨粒破碎时的压力Fi的大小,以其算术平均值 =ΣFi/300(i=1~300)表示该磨料的单颗粒抗压强度,其结果见表2~表3。
3. 结论
根据对镀衣磨料的物理性能试验结果和用户的实际使用验证情况,我们可以得出下列基本结论:
a)陶瓷镀衣磨料,一般比较适合使用在强力砂带、钢纸磨片和高档树脂砂轮上;
b)树脂镀衣磨料和有机硅镀衣磨料一般比较适合使用在速度比较高的砂带上和一些纸基的涂附磨具上,来提高磨具的使用寿命;
c)通过镀衣方法对磨料进行深加工,使磨料能够更加有效地发挥它在磨具实际应用过程中的磨削功效,使我国的涂附磨具的产品档次有所提高,能够和国外的同类产品相媲美。
但是,再好的产品也绝非是万能产品,也是有其特定用途的,也要用到最合适的地方,才能将其功效发挥得淋漓尽致。面对涂附磨具的具体应用领域或场合,如何科学选择使用不同的磨料品种,是摆在我们行业同仁面前的是一道道有待研究探索最佳、最合适答案的选择题。
作者简介:杜向军、男、高级工程师,1988年进入禹州市银星磨料有限公司工作,从事棕刚玉、碳化硅微粉的生产及研究;2000年以后一直潜心研究棕刚玉高温煅烧和磨料镀衣的生产及研究。








 豫公网安备41019702003604号
豫公网安备41019702003604号