

 手机资讯
手机资讯 官方微信
官方微信摘要 纤维增强树脂薄片砂轮在现代工业中的应用十分广泛。目前大多数生产企业的传统生产设备存在着工人劳动强度大,生产效率低,产品质量受人为因素的影响比较大的缺点。本文针对生产企业现有生产设备...
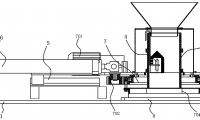
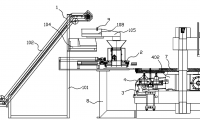
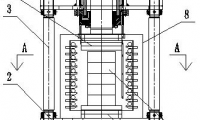
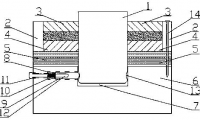
纤维增强树脂薄片砂轮在现代工业中的应用十分广泛。目前大多数生产企业的传统生产设备存在着工人劳动强度大,生产效率低,产品质量受人为因素的影响比较大的缺点。本文针对生产企业现有生产设备的缺点,结合纤维增强树脂薄片砂轮的生产特点,研制出六工位砂轮成型压机。本机在生产上具有以下特点:产品成本较传统的生产方式可以降低10%左右;生产效率较高,与传统生产设备相比可以提高1倍以上;在生产过程中大大消除了人为因素的影响,产品质量稳定可靠。另外本机在模具的结构上进行了比较大的改进,相比八工位压机模具的成本降低了50%,可较大幅度地降低砂轮的生产成本。综上所述,六工位砂轮成型压机是一种具有较高性能价格比的砂轮生产专用设备。
纤维增强树脂薄片砂轮是一种低值易耗产品,在树脂砂轮中占有很大的比重,主要用于切割各种规格的型钢,在国内外都有较大的市场,随着市场竞争的加剧,对产品质量和生产效率提出了更高的要求,各生产厂家只有通过降低生产成本提高产品来挤占市场。国内大多数生产厂家的生产设备为普通四柱式压机配备加热板,摊料转盘和卸模顶头,采用定重量投料,手工刮料生产,该类设备结构简单,但生产劳动强度大,生产效率低,产品质量人为误差大。我所研制的八工位纤维增强树脂薄片砂轮成型机组采用八个工位回转式,定重量(下层料)定容积层料)投料,旋转式加推滚式投摊料,热压成型,劳动强度低,生产效率高,产品质量稳定可靠,是一种性能非常优良的纤维增强树脂薄片砂轮专用生产设备,但由于设备造价高,在行业上推广应用受到限制。大多数中小生产厂家急需一种价格较低,生产效率高,产品质量稳定可靠的生产设备,为此我们设计了六工位回转式纤维增强树脂薄片砂轮成型压机,在技术方案上仍采用八工位纤维增强树脂薄片砂轮成型机组的多工位回转式结构,旋转摊料与推滚摊料相结合的投摊料方案,该投摊料方案在保证成型砂轮的静平衡上具有非常优良的性能,在模具结构和压制工位作了较大改进,以便提高设备性能,降低设备造价,提高设备的竞争能力,模具为易损件,模具费用是纤维增强树脂薄片砂轮主要的生产成本,六工位压机的模具成本仅为八工位压机的1/2。可较大幅度的降低砂轮的生产成本。
树脂砂轮研磨钢球专用磨削液的研制
以细粒度树脂砂轮磨削代替铸铁盘添加磨料研磨钢球可以大大提高星产率和钢球表面质量,降低钢球振动值,实现定时,定尺寸,定精度的稳定工艺流程,从根本上消除添加磨料的选择时间和加入磨料数量等人为因素的影响;同时钢球的清洗也更为容易。国外知名的钢球公司AKS、SNK等企业二十年前就实现了细粒度树脂砂轮“以磨代研”的独特技术,大批量生产“无异音”精密钢球产品,其中的核心技术国内还没有完全攻破。在磨削液方面存在的主要问题是:采用细粒度树脂砂轮研磨钢球的工序多数是用油基磨削液,使用水基研磨液的则是将原来的陶瓷砂轮研磨钢球用的硬磨液稀释,会造成树脂砂轮轻微腐烂,影响其使用和寿命。油基型的润滑性良好,但冷却性差,难清洗,易燃,污染环境;水基型的润滑性,防锈性稍差,且易受细菌影响,但研磨的钢球质量好,易清洗,污染小。
鉴于水基磨削液具有油基液难以比拟的优点,本文针对国内外研磨钢还需使用磨削液中存在的问题,根据树脂砂轮研磨钢球的工艺特点,解决粘度和成膜性两个不同概念的有机协调统一,通过多种添加剂的筛选和复配,得到一种专用磨削液,使其除具有普通磨削液的性能外,还要满足树脂砂轮研磨钢球系统所要求的特殊性能。









 豫公网安备41019702003604号
豫公网安备41019702003604号