

 手机资讯
手机资讯 官方微信
官方微信摘要 摘要:根据金属结合剂金刚石微粉砂轮电火花修整对脉冲电源的要求,研制出一种新型的电火花修整用脉冲电源,并介绍了该电源的设计、工作原理和特点。关键词:金刚石砂轮电火花修整脉冲电源Abs...
摘要:根据金属结合剂金刚石微粉砂轮电火花修整对脉冲电源的要求,研制出一种新型的电火花修整用脉冲电源,并介绍了该电源的设计、工作原理和特点。
关键词:金刚石砂轮 电火花修整 脉冲电源
Abstract:On the basis of the analysis of the request to pulse generator of EDM dressing of metal-bonded fine grain diamond grinding wheel,this paper develops a new kind of pulse generator applied to EDM dres~sing.The design and work principles are introduced
Keywords:diamond grinding wheel EDM dressing pulse generator
金刚石微粉砂轮超精密磨削是超精密加工技术领域的研究热点之一.利用金刚石微粉砂轮对工程陶瓷等硬脆性材料进行超精密磨削,可以省去研磨和抛光工序,不仅满足了加工精度和表面质量的要求,还能大幅度地提高生产率,降低加工成本.金刚石微粉砂轮超精密磨削的关键技术之一是金刚石微粉砂轮修整技术.电火花修整法是一种有效地修整金属结合剂金刚石微粉砂轮的方法.金刚石砂轮的电火花修整实验表明:放电参数是影响修整效率、修整精度、修锐效果和砂轮磨削性能的关键因素之一,因此电火花修整用脉冲电源非常重要.
1 金属结合剂金刚石微粉砂轮电火花修整对脉冲电源的要求分析
砂轮的修整包括整形和修锐两部分.整形是使砂轮表面与其回转轴线间满足一定的几何关系,对于平型砂轮就是保证砂轮的圆度和圆柱度.修锐是使砂轮表面的磨粒突出,以便形成锋利的切削刃和容屑空间.金属结合剂金刚石微粉砂轮电火花修整法的原理是使工具电极与高速旋转的金刚石砂轮之间产生脉冲性火花放电,利用电蚀作用蚀除砂轮的金属结合剂,从而去掉砂轮偏心,并使金刚石磨粒露出砂轮表面.脉冲电源是电火花修整设备的重要组成部分,其作用是把工频交流电流转换成一定频率的单向脉冲电流,以供给电极放电间隙蚀除金属结合剂所需要的能量.由于电火花修整是在磨床上进行的,加工对象是高速转动、体积较大的金刚石砂轮,因此对脉冲电源的要求有其特殊性.
由于金刚石砂轮体积较大,在去掉砂轮偏心的过程中需要蚀除的金属结合剂的总体积量也较大,这就需要在整形初期用大放电规准,并以较高的效率快速去掉砂轮偏心.但是砂轮的整形精度受放电规准影响,为了获得较高的整形精度,必须选用很小的电火花放电规准.因此电火花整形过程要求脉冲电源既能提供大的放电规准又能提供很小的放电规准.
电火花修锐后的砂轮表面上分布着放电凹坑、金属熔融物和金属飞溅物.根据扫描电镜照片和磨削实验,电火花修锐后的金刚石微粉砂轮表面越平坦,突出的磨粒越多,磨削效果越好.分析低能量单个脉冲的放电过程,放电开始时,放电通道中的等离子体半径很小,等离子体的能量密度高而且分布比较均匀,金属结合剂的蚀除以蒸发形式为主,这种放电状况将使修锐后的砂轮表面较平坦.随着放电的继续,放电通道逐渐扩张,电流密度和通道温度降低,金属结合剂的去除方式转变为熔化抛出,熔化的金属结合剂在放电后重新分布凝结,形成不规则的放电痕,这种放电状态对修锐质量不利.而且根据传热学理论,如果电火花放电时间很短,那么热穿透深度将很小,温度上升将只局限在砂轮表面附近,形成的放电凹坑就会比较浅.从上述理论分析可以看出:金刚石微粉砂轮电火花修锐阶段要求脉冲电源提供达到一定功率密度的、脉冲宽度窄的、低能量放电参数.
在精密整形和修锐过程中,由于放电参数小,放电间隙也很小,虽然砂轮的高速转动有利于放电状态的稳定,但还会出现“烧弧”或“短路”等异常现象,烧伤砂轮表面或在砂轮表面形成较大的凹坑,使已进行的整形前功尽弃.在电加工成形机床上,放电状态的稳定是由自动进给调节系统控制的.为了避免安装误差,金刚石微粉砂轮必须进行在位修整,即修整必须在磨床上进行,磨床上没有自动进给调节系统.而且由于需要修整的金刚石砂轮本身存在偏心,在砂轮转动过程中,工具电极与砂轮之间的间隙是时刻变化的,自动进给调节系统在电火花修整中也不适用.
有些日本学者在数控磨床或磨削中心上研究电火花修整技术,他们根据检测到的间隙电压值,使磨床以设定进给速度的100%、20%和0%进给,以达到控制放电状态的目的.目前在我国,工厂中广泛使用的仍然是普通精密磨床(进给由人工操作),数控磨床和磨削加工中心还很稀少.在普通磨床上实现放电状态控制尤其困难.这就要求在脉冲电源上进行一些技术处理,以保证电火花修整效果.
2 电火花修整用脉冲电源的设计思想
根据金属结合剂金刚石微粉砂轮电火花修整对脉冲电源的特殊要求,设计了由VMOS管脉冲电源和RC脉冲电源构成的组合式电火花修整用脉冲电源.为了消除修整过程中的异常放电,在电源中设计了切断功能.
VMOS管脉冲电源是用VMOS场效应管作为开关元件来获得单向脉冲的,它具有脉冲频率高,脉冲参数容易调节,脉冲波形较好的特点,能够满足电火花粗整阶段对脉冲电源的要求.RC脉冲电源结构简单、工作可靠、成本低,在小功率时可以获得很窄的脉宽和很小的单个脉冲能量,可以用较简单的设备满足电火花精密整形和修锐阶段的要求.
在精密整形和修锐阶段,有时会出现“烧弧”或“短路”等异常现象.为了保证修整质量,在电火花修整用脉冲电源中设计了切断功能.当放电间隙出现异常现象并被检测电路检测到时,控制电路使VMOS管截止,切断加工脉冲并打开指示灯,这样就消除了异常放电,并使间隙充分消电离,同时通知操作者.当VMOS管截止到预定时间后,电路重新导通,修整继续进行.如果短时间内连续多次发生异常放电,操作者通过指示灯得知这一情况,即可将砂轮抬起,排除障碍.
3 电火花修整用脉冲电源的设计及特点
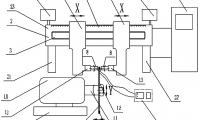
图1为本文设计的电火花修整用脉冲电源的方框原理图.主振级为555振荡电路,发出一系列周期和占空比可调的矩形脉冲信号,经放大级放大后,控制VMOS场效应管的导通与关断.当进行金刚石砂轮的初步整形时,所用放电规准较大,金刚石砂轮与工具电极之间的间隙也较大,不易发生异常放电,而且即使发生异常放电,危害也不大.此时开关k1、k3断开,k2与a导通,这时的电路实际上是一个VMOS管脉冲电源.当进行电火花精密整形和修锐时,开关k1、k3闭合,k2与b接通,k4选中合适的电容和电阻.当VMOS管导通时,电源如同RC型张驰式脉冲电源,小容量的电容C输出一系列脉宽很窄的脉冲进行电火花修整,当VMOS管截止时,电容器停止充放电,让放电间隙充分消电离.图2为精密修整和修锐时的电压波形.Ua为VMOS管输出电压波形,Ub为金刚石砂轮与工具电极之间的波形.当出现异常放电时,VMOS管关断,VMOS管输出端以及砂轮和工具电极之间的电压都为零.

图1 金属结合剂金刚石微粉砂轮电火花修整脉冲电源方框原理图
图2 精密修整和修锐的电压波形
这种电火花修整用脉冲电源具有如下特点:
① 采用VMOS管脉冲电源和RC型张弛式脉冲电源构成的组合式脉冲电源,以简单的设备满足了金刚石微粉砂轮电火花修整对脉冲电源的较高要求.
② 在精密修整和修锐时,如果发生异常放电,电源切断脉冲并延迟一段时间后自动导通,解决了普通精密磨床上无法及时控制放电状态祶的难题.
4 结束语
金刚石砂轮电火花修整法可用于任何以导电材料作为结合剂的砂轮,加工力小,在小直径和极薄砂轮以及成形砂轮的快速和高精度修整方面具有其他修整方法无法比拟的优越性.许多学者正在进行电火花修整机理的探索和修整技术的开发.实践证明,本文设计的电火花修整用脉冲电源,综合了VMOS管脉冲电源和RC张弛式脉冲电源的优点,以简单的设备较好地满足了在普通磨床上进行金属结合剂金刚石微粉砂轮电火花修整的特殊要求.








 豫公网安备41019702003604号
豫公网安备41019702003604号