

 手机资讯
手机资讯 官方微信
官方微信摘要 摘要本文依据实验结果,对磨料水射流技术切割石材的机理进行了分析和研究,同时分析和探讨了切割工艺参数对切割深度的影响。ABSTRACTInthispapermechanismofab...
摘要 本文依据实验结果,对磨料水射流技术切割石材的机理进行了分析和研究,同时分析和探讨了切割工艺参数对切割深度的影响。
ABSTRACT In this paper mechanism of abrasive water jet cutting of stone is analysed.Based on the result of experi-ment.the influence of cutting parameters on cutting deepness is discussed.
主题词 磨料水射流 石材 切割
KEYWORDS abrasive water jet stone cutting
1前言
利用磨料水射流技术切割石材,具有加工效率高、切割噪声低、无粉尘污染、石材切缝窄、加工表面质量好、易实现微机自动控制等特点。同时可以方便地切割加工不同硬度、不同厚度的石材,特别是对于形状复杂的异形石材加工更具有优越性。我们利用国外引进的水射流加工设备,对石材切割工艺参数及其对切割深度的影响进行了实验和分析。
2实验条件及方法
本实验在高压水切割机上进行,其水射流切割机的外观如图1所示。切割时水射流的压力、流量、切割速度等参数由微机系统自动控制。切13的深度用刻度探针和游标卡尺沿切1:3每隔5毫米测量一次,取其平均值作为测量的切割深度。实验选择了加磨料水射流和纯水射流两种方式。

加磨料水射流切割石材.其磨料要先在烘干箱中进行干燥处理,以利于磨料的自由流动。磨料的加入方式采取后混合式。实验技术参数如下:
最大压力:400 MPa
切割速度:0~30 m/h
最大流量:4.8 L/min
最大功率:55 kW
喷嘴材料:蓝宝石
高压水喷嘴直径:0.3 mm
磨料喷嘴直径:1.1 mm
磨料莫氏硬度:7.9~9
磨料:石榴石
磨料粒度:80目
磨料密度:3.9—4.1 g/cm3
3实验结果及分析
3 1磨料水射流切割石材机理分析
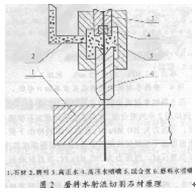
磨料水射流切割石材原理如图2所示。当高压水射流进入混合室时,其流速可达到音速的2—3倍左右,在磨料入口处产生很大的负压,抽吸来自磨料仓中的石榴石磨料。石榴石在水射流的作用下产生较大的冲击能量,经磨料喷嘴射出对被加工石材表面产生很大的冲击力。由流体力学可知,冲击强度与射流速度的平方成正比。当这种冲击强度达到和超过石材的抗压强度极限时.在射流冲击处形成粉末状的石材切屑。沿着磨料水射流喷嘴的运动方向,在石材上形成切口。
3.2石材切口表面形貌分析
磨料水射流切割的花岗岩石切口形貌见图4,其切口表面光泽整齐,没有裂纹.切割质量较好。石榴石磨料如图3所示。切割过程中.带有一定棱角的石榴石在水射流的冲击下,形成了连续不断的微切割刃。对石材产生一定的切削作用。石榴石作为一种切割介质,其密度增大.冲击强度增大.切割能力随之增大。
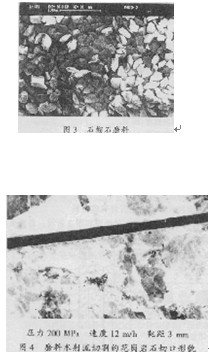
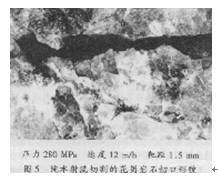
图5是纯水射流切割的花岗岩石切口形貌。加工时,卸掉图2中的混合室,水射流直接从蓝宝石喷嘴中射出。当压力为200 MPa时,在水射流的冲击下使石材表面形成了不规则的崩裂碎屑,且其切削深度较浅,难以切透石材。当压力为280 MPa时,在石材表面上形成较规则的切口,但其表面粗糙、在切口侧面有微裂纹产生。纯高压水射流只能产生冲击破坏而没有磨料水射流的切割作用。
一般大理石的抗压强度为70~110 MPa,花岗岩石的抗压强度为120~250 MPa。由于大理石的抗压强度较低,所以用高压水射流切割大理石比切割花岗岩石所需的压力要低。
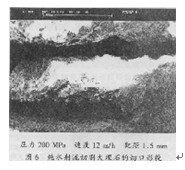
图6为纯水射流切割大理石切口表面的电镜照片。从切口的电镜扫描照片可看到,切口侧面有许多微裂纹产生。这说明高压水射流除对石材表面产生垂直冲击压力外,对其切口侧面还会产生剪切分力,从而导致切口形成不规则形状,并伴有冲蚀裂纹产生。
实验证明:磨料水射流加工石材质量好,工艺参数易于控制,是一种好的石材加工方法。同时采用磨料水切割可以降低水射流系统压力。降低设备制造成本。
3.3压力对切割深度的影响及分析
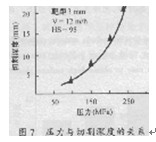
磨料水射流切割石材时,由于磨料水在喷嘴处的流速较高.对石材形成的冲击力较大,所以可获得较大的切割深度。由流体力学可知.速度与压力的平方根成正比,因此压力的变化将直接影响石材的切割深度。
图7是压力与切割深度的关系曲线。当磨料水射流的压力增加时,其流速也将随之增加,从而使磨料的冲击动能增大.石材切割深度增大。所以在石材加工时,对不同硬度、不同厚度的石材,要选择不同的压力,可以有效地提高切割效率和表面质量。
3.4 喷嘴移动速度对切割深度的影响
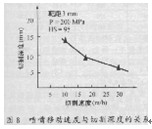
图8所示是喷嘴移动速度与切割深度的关系曲线,通过对曲线的变化关系分析可知,随喷嘴移动速度的增加。石材的切割深度降低。这是由于喷嘴移动速度增大。会使磨料水射流对石材的垂直作用力减小,水平方向分力增大.致使切割深度减小,同时切口表面呈不规则的崩碎状。当喷嘴的移动速度达到30 m/h时,磨料水射流对石材的垂直切割能力大为减弱,而水平方向的剪切应力增大.从而失去了垂直方向的切割能力,在切口表面产生很大的横向冲击力,使切口处形成较大的崩碎裂纹,导致切割深度降低,切口表面质量下降。
3.5 切割靶距对切割深度的影响
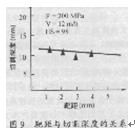
磨料水射流喷嘴靶距的变化.将直接影响射流的集束性和切割冲击力。切割石材时合理地选择靶距,可以提高切割效率。图9是靶距与切割深度的关系曲线。随喷嘴靶距的增大.磨料射流水的集束性逐渐降低,使磨料的冲击动能降低,其对石材表面的冲击力也随之减弱,所以切割深度随之减小。
4 结论
1)磨料水射流切割石材的切口表面质量比纯水射流要好。
2)喷嘴移动速度增大,磨料水射流切割能力降低。喷嘴靶距增大,磨料水射流集束性降低,切割能力降低。所以应选择合理的切割速度和靶距以提高切割效率。
3)磨料水射流适于切割高硬高的石材,高压水射流适于切割中软硬度的石材。
参 考 文 献
l LARS KAHLMAZ at all.Abrasire Water Jet,American Ceramic Society Bulletin,1993.72(8)
2 光明皮等前混合式磨料射流压其切割特性中国安奎科学学报,1995(5)








 豫公网安备41019702003604号
豫公网安备41019702003604号