

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201710165416.2申请日:2017.03.20国家/省市:中国广州(81)公开号:106965041A公开日:2017.07.21主分类号:B24B1/00(20...
申请号: 201710165416.2 申请日: 2017.03.20
国家/省市: 中国广州(81)
公开号: 106965041A
公开日: 2017.07.21
主分类号: B24B 1/00(2006.01)
分类号: B24B 1/00(2006.01); B24B 41/02(2006.01); B24B 41/06(2012.01); B24B 47/20(2006.01); B24B 51/00(2006.01)
申请人: 广东工业大学
发明人: 潘文波; 路家斌; 阎秋生
代理人: 杨晓松
代理机构: 广东广信君达律师事务所(44329)
申请人地址: 广东省广州市越秀区东风东路729号
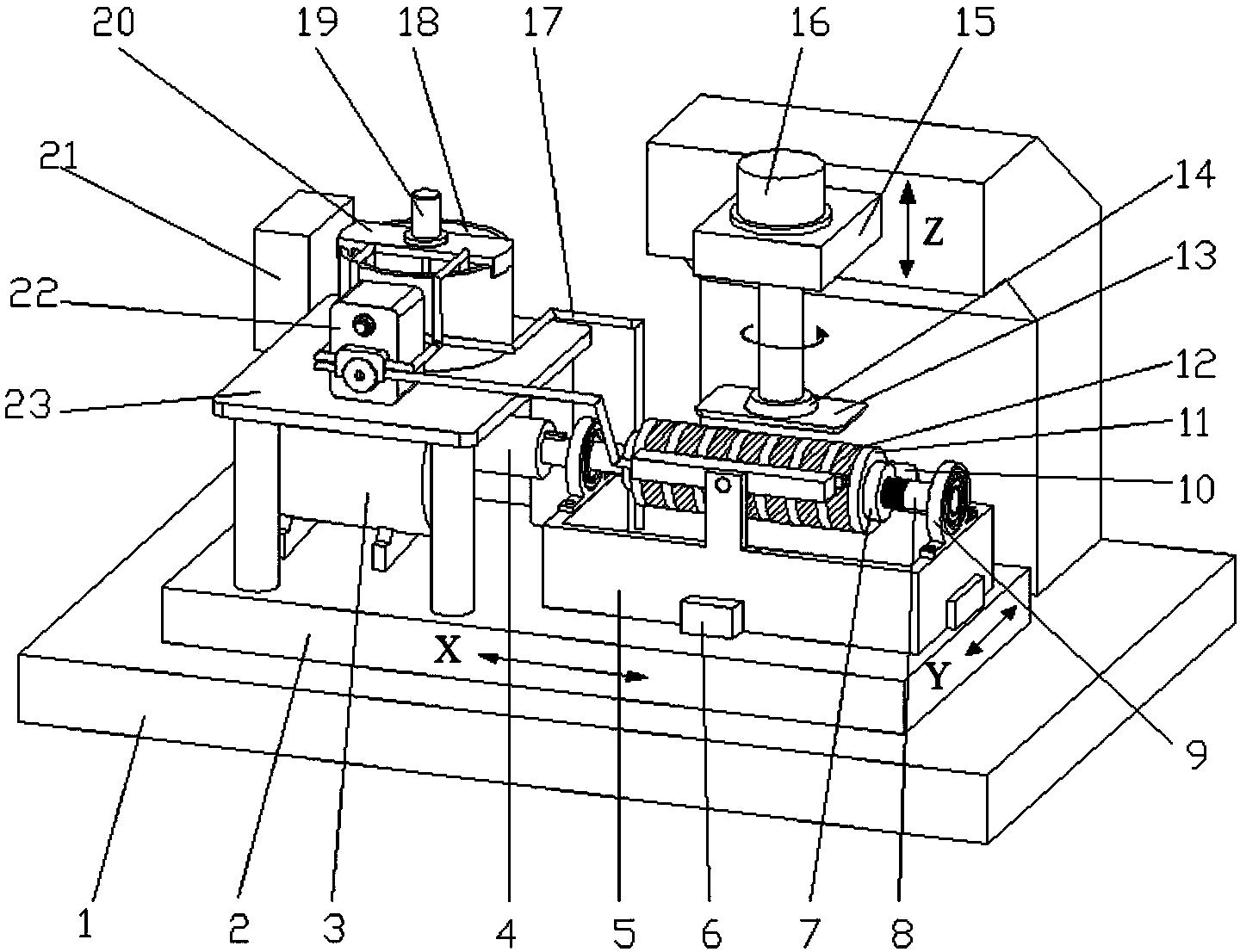
摘要: 本发明公开了一种基于磁流变效应的线性抛光加工方法及其装置,本方法和装置采用组合磁流变抛光轮作为抛光工具,装置包括机床主体、工作台、工作液循环单元、抛光单元和工件装夹单元,将磁流变抛光的高效率、柔性化、绿色环保等加工特点应用到具有二维曲面、平面及其简单复合面型等工件的抛光加工过程中,由线加工实现面加工,解决了工件分次加工的弊端,实现工件精整加工,达到工件的美观性、光泽和光顺性要求,同时提高良品率和加工效率,降低加工成本。
主权利要求
1.一种基于磁流变效应的线性抛光加工方法,其特征在于,包括如下步骤:步骤1:根据工件的材质特点和面型加工要求,在去离子水中加入浓度为30%-45%的微米级羰基铁粉,及加入浓度为10%-15%的微米级磨料,及加入浓度为5%-10%的分散剂和浓度为2%-5%的防锈剂,充分搅拌后形成磁流变工作液;步骤2:利用工作液循环单元将所述工作液均匀喷洒在抛光单元表面上,启动电机,调节转轴转速逐渐升高,抛光工作液在磁场的作用下,于所述抛光单元表面形成较为均匀的柔性抛光膜;步骤3:利用真空吸盘吸附待加工的所述工件,降低所述工件的位置,使所述工件表面与所述柔性抛光膜接触,实现其表面的线性加工,并保持所述工件加工区域距离所述抛光单元柱面1-3mm;步骤4:利用控制柜的数控系统,在驱动装置的支配下,使所述抛光单元与所述工件之间实现X、Y、Z方向的相对运动以及真空吸盘的缓慢旋转,准确控制加工轨迹,实现所述工件外表面线加工到整个外表面的整体加工。








 豫公网安备41019702003604号
豫公网安备41019702003604号