

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201610872343.6申请日:2016.09.30国家/省市:中国湖南(43)公开号:106256489A公开日:2016.12.28主分类号:B24B1/00(20...
申请号: 201610872343.6 申请日: 2016.09.30
国家/省市: 中国湖南(43)
公开号: 106256489A
公开日: 2016.12.28
主分类号: B24B 1/00(2006.01)
分类号: B24B 1/00(2006.01); B24B 11/04(2006.01); G06F 19/00(2011.01)
申请人: 中国南方航空工业(集团)有限公司
发明人: 刘晓辉; 易林峰; 蔡荣宾
代理人: 胡亮
代理机构: 长沙丁卯专利代理事务所(普通合伙)(43211)
申请人地址: 湖南省株洲市芦淞区董家塅
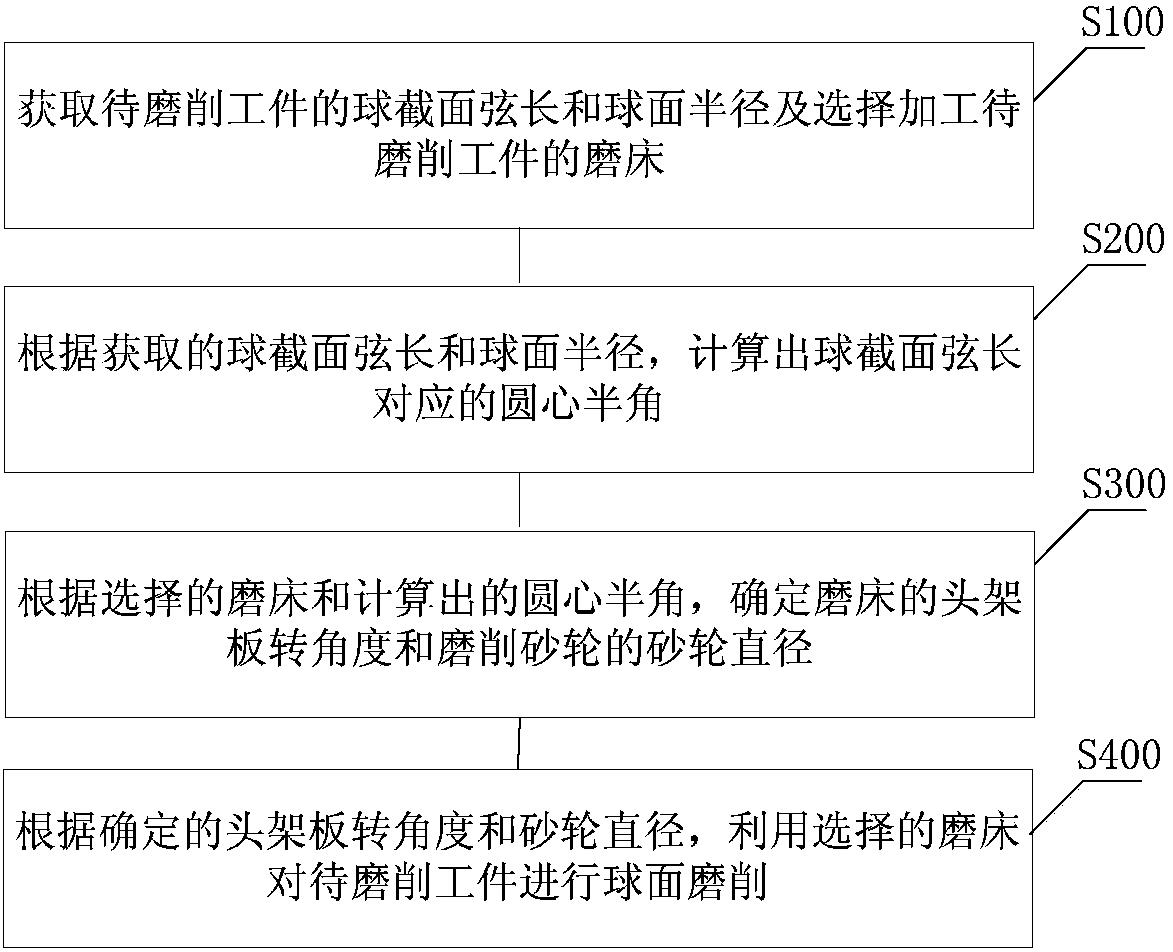
摘要: 本发明公开了一种内外球面磨削方法,通过获取待磨削工件的球截面弦长和球面半径及选择加工待磨削工件的磨床;根据获取的球截面弦长和球面半径,计算出球截面弦长对应的圆心半角;根据选择的磨床和计算出的圆心半角,确定磨床的头架扳转角度和磨削砂轮的砂轮直径;根据确定的头架扳转角度和砂轮直径,利用选择的磨床对待磨削工件进行球面磨削。本发明改变了以往的展成法采用基于砂轮中心线与待加工球面圆弧中心线重合的计算方式,克服了展成法加工时受到老的计算方式所得出的扳转角度及选用砂轮直径的限制,使用普通磨床即可完成加工;操作便捷、直观,角度调整简单,砂轮选用及修整简易,且无须借助专用砂轮修整装置;不需设计使用专用夹具。
主权利要求
1.一种内外球面磨削方法,用于对具有内球面和/或外球面的待磨削工件进行球面磨削加工,其特征在于,所述内外球面磨削方法包括步骤:获取待磨削工件的球截面弦长和球面半径及选择加工所述待磨削工件的磨床,其中,所述磨床为内圆磨床、外圆磨和工具磨床的一种;根据获取的所述球截面弦长和所述球面半径,计算出所述球截面弦长对应的圆心半角;根据选择的所述磨床和计算出的所述圆心半角,确定所述磨床的头架扳转角度和磨削砂轮的砂轮直径;根据确定的所述头架扳转角度和所述砂轮直径,利用选择的所述磨床对所述待磨削工件进行球面磨削。








 豫公网安备41019702003604号
豫公网安备41019702003604号