

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201610437161.6申请日:2016.06.17国家/省市:中国湖南(43)公开号:106078519A公开日:2016.11.09主分类号:B24B53/06(2...
申请号: 201610437161.6 申请日: 2016.06.17
国家/省市: 中国湖南(43)
公开号: 106078519A
公开日: 2016.11.09
主分类号: B24B 53/06(2006.01)
分类号: B24B 53/06(2006.01)
申请人: 湘潭大学
发明人: 张高峰; 何宏林; 温张亚; 周后明; 周里群; 朱科军; 徐志强; 冯建军
代理人: 董芙蓉
代理机构: 北京方圆嘉禾知识产权代理有限公司(11385)
申请人地址: 湖南省湘潭市雨湖区羊牯塘27号
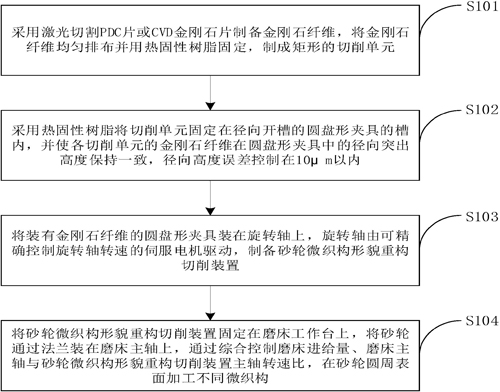
摘要: 本发明公开了一种采用金刚石纤维微切削进行砂轮形貌重构的方法,将金刚石纤维均匀排布并用热固性树脂固定,制成矩形的切削单元;采用热固性树脂将切削单元固定在径向开槽的圆盘形夹具的通槽内;将装有金刚石纤维的圆盘形夹具装在旋转轴上;将砂轮微织构形貌重构切削装置固定在磨床工作台上,将砂轮通过法兰装在磨床主轴上,通过综合控制磨床进给量、磨床主轴与砂轮微织构形貌重构切削装置主轴转速比,在砂轮圆周表面加工不同微织构;该砂轮形貌重构的方法有效地降低了磨削区温度及磨削热损伤,采用最简单的设备在砂轮圆周表面重构出冷却效果良好的微织构形貌,加工出的断续的矩形微沟槽面积更大,冷却效果更好。
主权利要求
1.一种采用金刚石纤维微切削进行砂轮形貌重构的方法,其特征在于,该采用金刚石纤维微切削进行砂轮形貌重构的方法包括以下步骤:步骤一,采用激光切割PDC片或CVD金刚石片制备金刚石纤维,将金刚石纤维均匀排布并用热固性树脂固定,制成矩形的切削单元;步骤二,采用热固性树脂将切削单元固定在径向开槽的圆盘形夹具的通槽内,并使各切削单元的金刚石纤维在圆盘形夹具中的径向突出高度一致;步骤三,将装有金刚石纤维的圆盘形夹具装在旋转轴上,旋转轴由伺服电机驱动,制备砂轮微织构形貌重构切削装置;步骤四,将砂轮微织构形貌重构切削装置固定在磨床工作台上,将砂轮通过法兰装在磨床主轴上,通过综合控制磨床进给量、磨床主轴与砂轮微织构形貌重构切削装置主轴转速比,在砂轮圆周表面加工不同微织构。








 豫公网安备41019702003604号
豫公网安备41019702003604号