

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201510133432.4申请日:2015.03.25国家/省市:中国广州(81)
申请号: 201510133432.4 申请日: 2015.03.25
国家/省市: 中国广州(81)
公开号: 104741994A
公开日: 2015.07.01
主分类号: B24B 19/00(2006.01)
分类号: B24B 19/00(2006.01); G06F 17/50(2006.01)
申请人: 华南理工大学
发明人: 谢晋; 孙晋祥; 黎宇弘; 李青
代理人: 何淑珍
代理机构: 44102
申请人地址: 广东省广州市天河区五山路381号
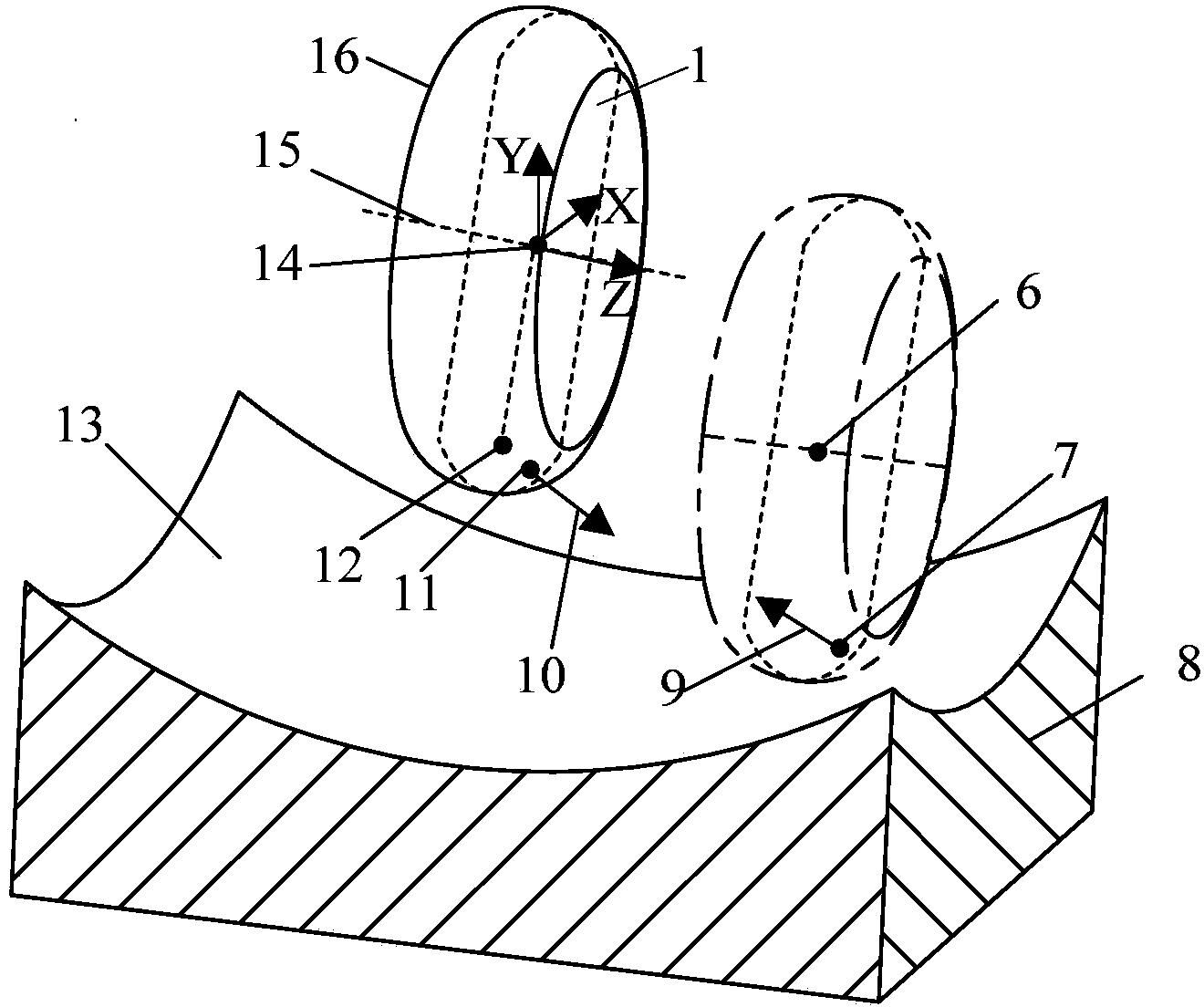
摘要: 本发明公开了一种任意曲面砂轮用于曲面精密磨削的方法,包括步骤:步骤1、修整砂轮,按预先设计的砂轮轮廓曲面在磨石上修整出相应轮廓曲面的砂轮;步骤2、砂轮轮廓补偿,通过检测砂轮的实际轮廓检测点求取砂轮的实际曲面轮廓;步骤3、规划刀具轨迹,根据砂轮的实际轮廓曲面和被加工工件的自由曲面在切点处法矢量共线的原则来逐步寻找切点求出刀具轨迹点后,通过刀具轨迹点云,规划用于曲面磨削的刀具轨迹;步骤4、采用轴向磨削方式,按所述刀具轨迹对所述工件进行磨削加工。与现有技术相比,本发明能避免刀具单点接触加工,减小砂轮磨损速率,通过轮廓补偿大大地提高了曲面加工的形状精度,使曲面形状误差降低50%左右。
主权利要求 1.一种任意曲面砂轮用于曲面精密磨削的方法,其特征在于,包括步骤:步骤1、修整砂轮(1),按预先设计的砂轮轮廓曲面在磨石(4)上修整出相应轮廓曲面的砂轮(1);步骤2、砂轮轮廓补偿,通过检测砂轮(1)的实际轮廓检测点求取砂轮(1)的实际曲面轮廓;步骤3、规划刀具轨迹,根据砂轮的实际轮廓曲面和被加工工件的自由曲面在切点处法矢量共线的原则来逐步寻找切点求出刀具轨迹点后,通过刀具轨迹点云,规划用于曲面磨削的刀具轨迹;步骤4、采用轴向磨削方式,按所述刀具轨迹对所述工件进行磨削加工。








 豫公网安备41019702003604号
豫公网安备41019702003604号