

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201510018052.6申请日:2015.01.14国家/省市:中国辽宁(21)
申请号: 201510018052.6 申请日: 2015.01.14
国家/省市: 中国辽宁(21)
公开号: 104608044A
公开日: 2015.05.13
主分类号: B24B 31/112(2006.01)
分类号: B24B 31/112(2006.01)
申请人: 辽宁科技大学
发明人: 牛凤丽; 宋宗朋; 陈燕; 王耀武; 方玉云
代理人: 张群
代理机构: 鞍山嘉讯科技专利事务所(21224)
申请人地址: 辽宁省鞍山市高新区千山路185号
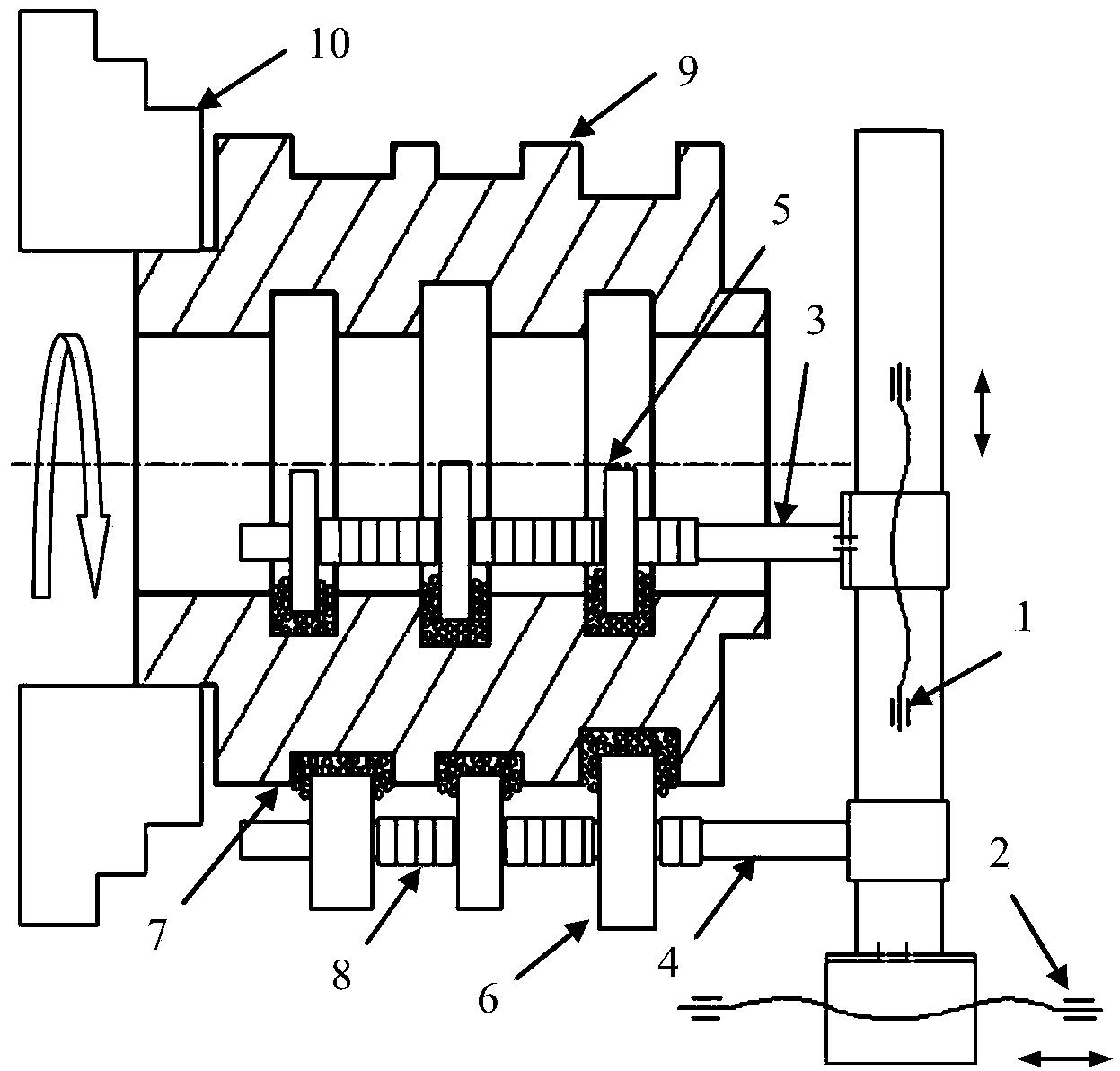
摘要: 本发明公开了一种密封套筒零件内外环槽磁力研磨加工的方法及其装置。该方法包括:将工件装卡在主轴卡盘上,将弧形磁极安装在研磨装置的磁极固定杆上,将烧结磁性磨料与水基研磨液混合后,均匀填充在加工间隙内,启动车床,磁极固定不动,电机带动主轴和工件旋转,对内外槽进行精密研磨;更换烧结磁性磨料对内外槽进行超精密研磨。该装置由普通车床和磁力研磨机构组成,磁力研磨机构包括纵向丝杠、横向丝杠、内磁极固定杆、外磁极固定杆、内磁极、外磁极、磁性磨料、调整垫片和主轴卡盘,本发明能够根据槽底的精度要求,设定合理的主轴转速,高效率、高质量研磨加工密封套筒零件。
主权利要求 1.一种密封套筒零件内外环槽磁力研磨加工的方法,其特征是该方法包括以下步骤:a.将工件装卡在主轴卡盘上,将适用于工件内、外环槽直径大小的弧形磁极安装在研磨装置的磁极固定杆上,调整磁极与工件的间隙为2mm,将平均粒径为250μm的烧结磁性磨料与水基研磨液以体积比为1∶2的比例混合后,均匀填充在加工间隙内,启动车床,磁极固定不动,电机带动主轴和工件旋转,对内外槽进行精密研磨,主轴转速为2000r/min,加工时间约为35min;b.更换平均粒径为100μm的烧结磁性磨料,将磁性磨料与油基研磨液以体积比为1∶2的比例混合后,均匀填充在加工间隙内,启动车床,磁极固定不动,电机带动主轴和工件高速旋转,对内外槽进行超精密研磨,主轴转速为2500r/min,加工时间设定45min。








 豫公网安备41019702003604号
豫公网安备41019702003604号