

 手机资讯
手机资讯 官方微信
官方微信摘要 作者:TaroShimonosono,SyotaIkeyama,YoshihiroHirata,SoichiroSameshima摘要:在1400℃-1900℃的热压温度下用1wt...
作者:Taro Shimonosono, Syota Ikeyama, Yoshihiro Hirata, Soichiro Sameshima
摘要:在1400℃-1900℃的热压温度下用1wt%Al2O3- 1wt%Y2O3的添加剂采用液相烧结法制备多孔碳化硅陶瓷。压缩断裂的纵向应变以更大的气孔率增长,且比横向应变要大。压缩杨氏模量和断裂应变取决于测量方向,并随着晶界形成所致的比表面积的减小而增大。但抗压强度和断裂能对测量方向不甚敏感。多孔碳化硅压制坯的抗压强度随晶界面增大而增大。根据强度和晶界面关系的理论建模,可以推断出多孔碳化硅压制坯的晶界面断裂是由剪切变形引起的,而不是压缩形变引起的。
关键词:抗压强度,孔隙率,液相烧结,碳化硅
1、 引言
多孔性陶瓷广泛应用于过滤器、分离膜、催化剂载体;并由于其良好的热稳定性、机械性和化学性而用于电化电池。我们之前的研究利用H2、CO2、N2和Ar气体对多孔铝材和碳化硅陶瓷的透气性做了测验以此来研究多孔结构对传输气体的流量的影响。我们还制备了有效的多孔性电化电池,通过沼气改良(CH4+CO2→2H2+2CO)或者水煤气变换反应(CO+H2O→H2+CO2)并分解CO、CO2气体为固态碳和O2气体(CO→C+1/2O2)来促成氢的形成。
除了材料气孔和气体分子之间的化学反应外,还对多孔陶瓷的机械性能进行了研究。公式1为断裂强度σ和孔隙率P的经验关系式。
σ=σ0 exp(-bp) (1)
其中,σ0为P=0%时的强度,b为实验参数。在多孔羟磷灰石陶瓷、碳化硅和铝材的实验中经常会用到经验关系式。实验证明多孔氧化铝陶瓷的抗压强度与相邻两个颗粒和煅烧粉末压制坯中的颗粒数量之间的瓶颈区有关系。本论文对形变特性、杨氏模量和抗压强度进行平行方向和垂直方向上的测量;通过对热压多孔碳化硅压制坯的观察,发现了各向异性的机械性能。
2、实验
实验所用材料为Yakushima电子工业有限公司生产的碳化硅粉末,参数如下:化学组份为0.66mass%的SiO2,0.37mass%的C,0.004mass%的Al,0.013mass%的的Fe,粒度为800nm,比表面积为15.85m2/g,等电点pH2.5。烧结添加剂为Al2O3(纯度>99.99%,粒度310nm,比表面积10.8 m2/g,等电点pH8.0;日本东京Sumitomo 化学工业有限公司制备)和Y2O3(纯度>99.99%,粒度290nm,比表面积15.0 m2/g,等电点pH7.5;日本东京Shin-Etsu化学工业有限公司制备)。按照SiC: Al2O3: Y2O3=1:0.01:0.01的重量比对这三种材料进行混合勾兑,并将其分散在固体含量为30vol%、pH为5.0的双蒸馏水中。对其搅拌24小时然后置于石膏板上加以固化。压制成块的粉末配合料放入充满氩气的器皿,置于碳模具上,1400℃-1900℃下热压2小时,压力为39MPa。将烧结好的碳化硅试样切成5×5×6mm的长方柱。利用煤油介质的阿基米德法对烧结试样的堆积密度进行测量;利用BET进行比表面测试;在800℃的85mol%NaCl-15mol%NaOH溶液中对烧结碳化硅试样进行20分钟的加热并作化学浸蚀,然后利用场发射扫描电镜(FE-SEM)对碳化硅微结构进行观察;
在对比组实验中,将碳化硅试样夹在由铜板(20×20×1mm)、烧结碳化硅板(20×18×7mm)、铜板(20×20×1mm)制成的两个夹层中,然后以小于6KN的载荷以0.1mm/min的十字头速度进行压缩。以相对与热压方向的平行方向和垂直方向对碳化硅试样的机械性能进行测量。在压缩实验中,对试样纵向和横向应变进行测量以求值泊松比。在每一组热压参数条件下对压缩实验操作四次,以验证测量的再现性。
3、结果和讨论
3.1.碳化硅压制坯的致密化
摘要:在1400℃-1900℃的热压温度下用1wt%Al2O3- 1wt%Y2O3的添加剂采用液相烧结法制备多孔碳化硅陶瓷。压缩断裂的纵向应变以更大的气孔率增长,且比横向应变要大。压缩杨氏模量和断裂应变取决于测量方向,并随着晶界形成所致的比表面积的减小而增大。但抗压强度和断裂能对测量方向不甚敏感。多孔碳化硅压制坯的抗压强度随晶界面增大而增大。根据强度和晶界面关系的理论建模,可以推断出多孔碳化硅压制坯的晶界面断裂是由剪切变形引起的,而不是压缩形变引起的。
关键词:抗压强度,孔隙率,液相烧结,碳化硅
1、 引言
多孔性陶瓷广泛应用于过滤器、分离膜、催化剂载体;并由于其良好的热稳定性、机械性和化学性而用于电化电池。我们之前的研究利用H2、CO2、N2和Ar气体对多孔铝材和碳化硅陶瓷的透气性做了测验以此来研究多孔结构对传输气体的流量的影响。我们还制备了有效的多孔性电化电池,通过沼气改良(CH4+CO2→2H2+2CO)或者水煤气变换反应(CO+H2O→H2+CO2)并分解CO、CO2气体为固态碳和O2气体(CO→C+1/2O2)来促成氢的形成。
除了材料气孔和气体分子之间的化学反应外,还对多孔陶瓷的机械性能进行了研究。公式1为断裂强度σ和孔隙率P的经验关系式。
σ=σ0 exp(-bp) (1)
其中,σ0为P=0%时的强度,b为实验参数。在多孔羟磷灰石陶瓷、碳化硅和铝材的实验中经常会用到经验关系式。实验证明多孔氧化铝陶瓷的抗压强度与相邻两个颗粒和煅烧粉末压制坯中的颗粒数量之间的瓶颈区有关系。本论文对形变特性、杨氏模量和抗压强度进行平行方向和垂直方向上的测量;通过对热压多孔碳化硅压制坯的观察,发现了各向异性的机械性能。
2、实验
实验所用材料为Yakushima电子工业有限公司生产的碳化硅粉末,参数如下:化学组份为0.66mass%的SiO2,0.37mass%的C,0.004mass%的Al,0.013mass%的的Fe,粒度为800nm,比表面积为15.85m2/g,等电点pH2.5。烧结添加剂为Al2O3(纯度>99.99%,粒度310nm,比表面积10.8 m2/g,等电点pH8.0;日本东京Sumitomo 化学工业有限公司制备)和Y2O3(纯度>99.99%,粒度290nm,比表面积15.0 m2/g,等电点pH7.5;日本东京Shin-Etsu化学工业有限公司制备)。按照SiC: Al2O3: Y2O3=1:0.01:0.01的重量比对这三种材料进行混合勾兑,并将其分散在固体含量为30vol%、pH为5.0的双蒸馏水中。对其搅拌24小时然后置于石膏板上加以固化。压制成块的粉末配合料放入充满氩气的器皿,置于碳模具上,1400℃-1900℃下热压2小时,压力为39MPa。将烧结好的碳化硅试样切成5×5×6mm的长方柱。利用煤油介质的阿基米德法对烧结试样的堆积密度进行测量;利用BET进行比表面测试;在800℃的85mol%NaCl-15mol%NaOH溶液中对烧结碳化硅试样进行20分钟的加热并作化学浸蚀,然后利用场发射扫描电镜(FE-SEM)对碳化硅微结构进行观察;
在对比组实验中,将碳化硅试样夹在由铜板(20×20×1mm)、烧结碳化硅板(20×18×7mm)、铜板(20×20×1mm)制成的两个夹层中,然后以小于6KN的载荷以0.1mm/min的十字头速度进行压缩。以相对与热压方向的平行方向和垂直方向对碳化硅试样的机械性能进行测量。在压缩实验中,对试样纵向和横向应变进行测量以求值泊松比。在每一组热压参数条件下对压缩实验操作四次,以验证测量的再现性。
3、结果和讨论
3.1.碳化硅压制坯的致密化

图一(a):1400-1900℃下热压过程中比表面的减小和相对密度;(b)1400-1900℃下被热压的碳化硅的抗压强度

图二:1400-1900℃下被热压2小时的碳化硅的微结构
利用SiO2-Al2O3-Y2O3液体进行液相烧结的碳化硅的致密化过程中伴随着比表面积的减小,减小值基于15.85m2/g。这种趋势和氧化铝压制坯的固相烧结是不同的。氧化铝压制坯的相对密度在500-1000℃下基本稳定(60-63%),但比表面积随烧结温度降低而减小,这和晶界面的增大有关。而在碳化硅压制坯实验中,晶界面的形成和致密化同时发生。图二为1400-1900℃下被热压2小时的碳化硅的微结构。在所有热压温度参数下,碳化硅颗粒都被紧密包裹,在1900℃时出现显著的颗粒增长。
3.2. 碳化硅压制坯的形变特性
3.2. 碳化硅压制坯的形变特性

图三:1400-1900℃下被热压的碳化硅的压缩应力和压缩应变之间的关系;相对于热压方向:(a)平行方向,(b)垂直方向
图三为1400-1900℃下被热压的碳化硅的压缩应力和压缩应变之间的关系。两个方向上的纵向应变比横向应变大。在1400-1700℃下被热压的多孔碳化硅可以观察到非线性形变。而在之前的研究中,氧化铝压制坯中也发现了类似的非线性形变。如图三所示,随着致密化继续进行,应变幅度开始降低,也就是说多孔碳化硅压制坯的形变的程度特别是纵向形变增大了。
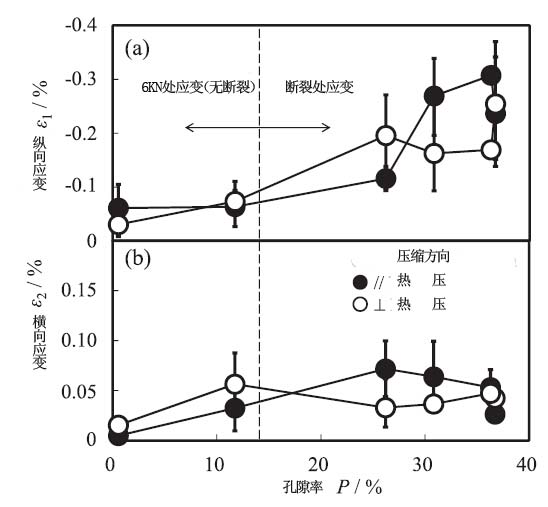
图四:碳化硅压缩断裂上应变和孔隙率的关系
图四为1400-1900℃下热压碳化硅的多孔性和压缩断裂上应变之间的关系。孔隙率低于12%的碳化硅压制坯中,由于没有断裂发生,所以6KN的负载极限下可以得到一个应变图。纵向应变范围在0.1-0.3%之间,当孔隙率较大时纵向应变则增大。而横向应变对孔隙率不甚敏感,保持在0.5%左右。

图五:1400-1900℃下热压碳化硅的孔隙率和泊松比之间的关系
图五为1400-1900℃下热压碳化硅的孔隙率和泊松比(ε2/ε1比)之间的关系。泊松比由图三中的初始应变范围和压缩断裂上的应变求得,其中应变和施加的应力成比例。顺着热压方向的泊松比基本不受孔隙率影响;但垂直于热压方向的泊松比以较低的孔隙率增长。这是由垂直于热压方向的致密碳化硅的较大横向应变所致。
3.3. 杨氏模量和抗压强度
3.3. 杨氏模量和抗压强度
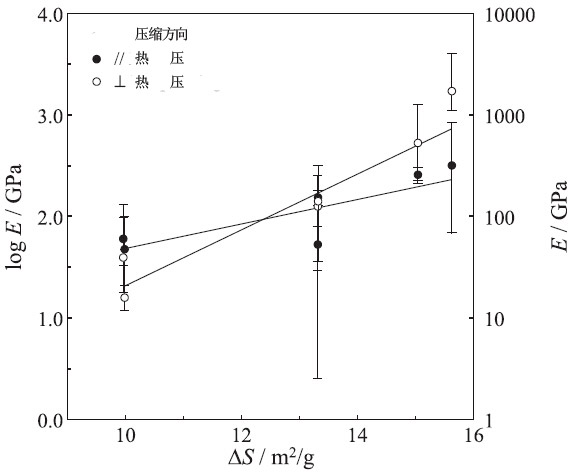
图六:1400-1900℃下热压碳化硅杨氏模量对比表面积降低的依赖
图六为晶界形成所导致的比表面积减小(ΔS)和杨氏模量之间的关系。杨氏模量由一个小应变范围求得,其中应变和施加应力成比例。杨氏模量随碳化硅比表面积的降低而增大。在垂直热压方向的压缩方向上观察到ΔS=15.6m2/g(相对密度99.5%)处有显著较大的杨氏模量(2570±1460GPa)。各向异性的杨氏模量仍在实验研究中。

图七:多孔碳化硅压制坯的抗压强度和孔隙率的关系
图七为1700-1950℃下利用成孔剂制备的多孔碳化硅压制坯的孔隙率和抗压强度之间的关系。该孔隙率是闭合孔和开放孔的合计,但数值接近开放孔隙率,主要是因为开放孔隙率大于或等于闭合孔隙率。碳化硅压制坯的孔结构由大孔(直径10-1000μm)的双峰孔进行表征,对应成孔剂和碳化硅颗粒之间所形成的小孔(<1μm)。利用最小均方的方法根据公式1得到一条所有数据的直线。本实验的碳化硅压制坯所形成的孔结构和之前研究中的多孔微结构明显有所不同,但图七仍可以观察到类似的抗压强度和孔隙率的关系图。也就是说孔的大小分布对多孔碳化硅的抗压强度的影响是比较小的,这是由于施加的机械力承载在相邻碳化硅磨粒的晶界区域之间。抗压强度和晶界面的关系如图八所示。0%孔隙率处的强度如图七所示,约2.7GPa,是之前研究中致密碳化硅的抗折强度(911MPa)的四倍。
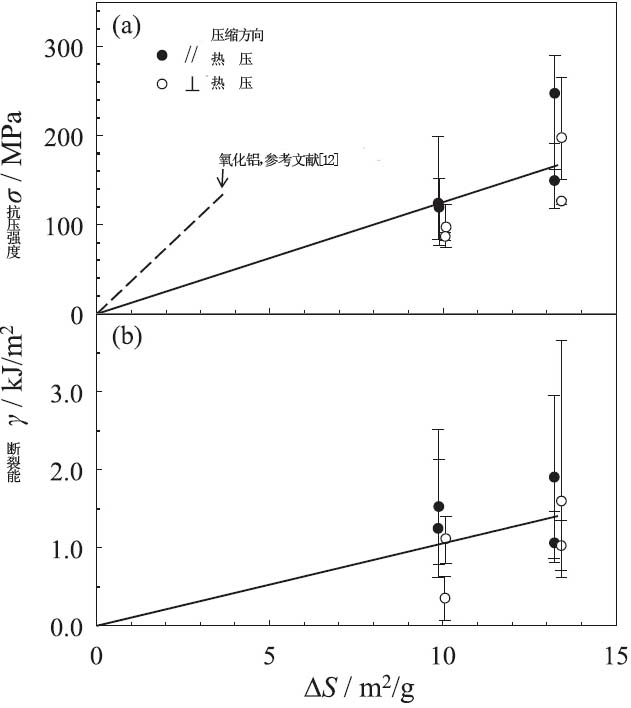
图八:1400-1700℃下热压碳化硅的(a)抗压强度和(b)断裂能对比表面积降低的依赖
图一(b)中,两个抗压强度和断裂能随着比表面积的降低而增大。热压方向虽然比垂直方向上能提供一个更大的应变,但两个方向上测量得到的强度和断裂能都基本相同,从而反映了杨氏模量的影响,如图6所示。
3.4. 抗压强度的理论阐述
之前的研究已经证明多孔氧化铝压制坯的抗压强度相对于晶界面(由比表面积的减少而求得)成比例地增长;在此,本研究则根据晶界面讨论多孔碳化硅压制坯的抗压强度。图九为磨粒配位数为6、8、12的模型结构在热压时碳化硅压制坯的相对密度和收缩率之间的关系。碳化硅压制坯的原始密度d0和热压过程中的密度d与公式2、3的固化压制坯高度H相分别想关联。
3.4. 抗压强度的理论阐述
之前的研究已经证明多孔氧化铝压制坯的抗压强度相对于晶界面(由比表面积的减少而求得)成比例地增长;在此,本研究则根据晶界面讨论多孔碳化硅压制坯的抗压强度。图九为磨粒配位数为6、8、12的模型结构在热压时碳化硅压制坯的相对密度和收缩率之间的关系。碳化硅压制坯的原始密度d0和热压过程中的密度d与公式2、3的固化压制坯高度H相分别想关联。

其中,W和S分别为试样粉末重量和横截面积。碳化硅压制坯的相对密度(D=d/dth,dth:理论密度)和一维收缩率(α=(H0-H)/ H0)以及绿碳化硅压制坯的原始相对密度D0(利用公式2、3的关系有公式4求得)相关联。在简单立方、体心立方和紧密包裹结构中,D0值分别为52.4%、68.0%和74.1%。


图九:热压碳化硅压制坯模型结构的相对密度和收缩率之间的关系;(a)紧密包裹结构,磨粒配位数n=12 (b)体心立方结构,n=8 (c)简单立方结构,n=6
图九中的测量数据接近简单立方结构的致密曲线。也就是说碳化硅晶界面的研究是基于简单立方体结构的。每个磨粒的晶界面(A)和碳化硅粉末表面积的减小(ΔSm2/g;烧结初始阶段当一个碳化硅压制坯中的磨粒总数N保持常量值时由公式5求得)相关联。

其中W为碳化硅压制坯的质量,总数N如公式6所示:

其中r0为碳化硅磨粒半径,ρ为碳化硅磨粒的真密度。公式5、6的结合可得公式7:
其中r0为碳化硅磨粒半径,ρ为碳化硅磨粒的真密度。公式5、6的结合可得公式7:

另一方面,单位面积(㎡)的磨粒数目(n)如公式8所示:

其中V为碳化硅压制坯的体积。由于简单立方结构中一个压缩平面内每U㎡面积上的晶界数目和U㎡内包括的磨粒数目(如图十所示)相同,所以测得的断裂强度σ如公式9所示:

其中F为施加的负载,σ0为致密碳化硅压制坯的压缩断裂强度。公式6-8对公式9的置换得到公式10,如下所述:

公式10说明在同一个W/(N1/3V2/3)值处,断裂强度随着ΔS值的增大而线性增长;该模型很好地解释了图八(a)中的测量趋势。根据图八(a)中的数据线性逼近斜率所求得的σ0值仅24MPa,明显低于图七中P=0%处的抗压强度2.7GPa。在图八(a)中,参考文献[11]中的多孔氧化铝压制坯的抗压强度作为参考,氧化铝压制坯的烧结初始阶段求得的σ0值(0.83GPa)为致密氧化铝压制坯抗压强度(2.2-2.3GPa)的1/4-1/3倍。图10为(a)固相烧结Al2O3压制坯所形成的晶界结构和(b)液相烧结碳化硅压制坯所形成的颈结构。和多孔氧化铝压制坯相比,多孔碳化硅压制坯较弱的结构反应了压缩实验中形变过程所发生的剪切断裂。Si-Ti-C-O纤维/聚合纳米碳硅烷/多铝红柱石复合物的剪切强度为5-35MPa。这些数值和多孔碳化硅压制坯的σ0值接近。因此,在压缩实验中多孔氧化铝压制坯的形变得到了垂直于压缩方向的晶界强度;而液相烧结碳化硅的压缩实验则得到了和剪切形变相关的强度。

图十:(a)固相烧结Al2O3压制坯所形成的晶界结构;(b)液相烧结碳化硅压制坯所形成的颈结构
4、结论
在热压温度1400-1900℃下,添加了Al2O3-Y2O3的碳化硅压制坯的孔隙率被控制在0-40%。通过碳化硅的分解-沉淀机制得到的致密化结构还伴随着比表面积的下降。压缩断裂的纵向应变范围为0.1-0.3%,随孔隙率增大而增大;而横向应变则不受孔隙率影响,保持在0.5%左右。垂直于热压方向的泊松比随孔隙率减少而增大;而平行热压方向的泊松比则不受孔隙率影响。碳化硅的杨氏模量和抗压强度随着由晶界形成所致的比表面积的减小而增大。虽然杨氏模量和断裂处的应变取决于测量方向,但断裂强度和断裂能基本不受测量方向性的影响。多孔碳化硅压制坯的抗压强度随晶界面积增大而增大。根据强度-晶界关系的理论建模,无孔致密碳化硅的真抗压强度仅24MPa,是孔隙率为0%的碳化硅抗压强度(2.7GPa)的1/100倍。据此得出结论,液相烧结多孔碳化硅的晶界断裂室友剪切形变所致。(编译自中国磨料磨具网)
在热压温度1400-1900℃下,添加了Al2O3-Y2O3的碳化硅压制坯的孔隙率被控制在0-40%。通过碳化硅的分解-沉淀机制得到的致密化结构还伴随着比表面积的下降。压缩断裂的纵向应变范围为0.1-0.3%,随孔隙率增大而增大;而横向应变则不受孔隙率影响,保持在0.5%左右。垂直于热压方向的泊松比随孔隙率减少而增大;而平行热压方向的泊松比则不受孔隙率影响。碳化硅的杨氏模量和抗压强度随着由晶界形成所致的比表面积的减小而增大。虽然杨氏模量和断裂处的应变取决于测量方向,但断裂强度和断裂能基本不受测量方向性的影响。多孔碳化硅压制坯的抗压强度随晶界面积增大而增大。根据强度-晶界关系的理论建模,无孔致密碳化硅的真抗压强度仅24MPa,是孔隙率为0%的碳化硅抗压强度(2.7GPa)的1/100倍。据此得出结论,液相烧结多孔碳化硅的晶界断裂室友剪切形变所致。(编译自中国磨料磨具网)
参考文献
[1] H. Shirasaka, T. Shimonosono, Y. Hirata and S. Sameshima, J. Asian Ceram. Soc.,1, 368–373 (2013).
[2] H. Maeda, Y. Hirata, S. Sameshima and T. Shimonosono, J. Porous Media, 17,705–713 (2014).
[3] Y. Hirata, Y. Terasawa, N. Matsunaga and S. Sameshima, Ceram. Int., 35,2023–2028 (2009).
[4] M. Ando, Y. Hirata, S. Sameshima and N. Matsunaga, J. Ceram. Soc. Jpn., 119,(11) 794–800 (2011).
[5] Y. Suga, R. Yoshinaga, N. Matsunaga, Y. Hirata and S. Sameshima, Ceram. Int.,38, 6713–6721 (2012).
[6] Y. Hirata, Y. Kisanuki, S. Sameshima and T. Shimonosono, Ceram. Int., 40,10153–10157 (2014).
[7] Y. Hirata, M. Ando, N. Matsunaga and S. Sameshima, Ceram. Int., 38, 6377–6387(2012).
[8] E. Ryshkewitch, J. Am. Ceram. Soc., 36, (2) 65–68 (1953).
[9] K.-Y. Lim, Y.-W. Kim and I.-H. Song, J. Mater. Sci., 48, (5) 1973–1979 (2013).
[10] D.-M. Liu, Ceram. Int., 23, 135–139 (1997).
[11] Y. Hirata, T. Shimonosono, T. Sameshima and S. Sameshima, Ceram. Int., 40,2315–2322 (2014).
[12] Y. Hirata, N. Matsunaga, N. Hidaka, S. Tabata and S. Sameshima, J. Ceram. Soc.Jpn., 116, (6) 665–673 (2008).
[13] F. Chen, Y. Yang, Q. Shen and L. Zhang, Ceram. Int., 38, 5223–5229 (2012).
[14] J.-H. Eom, Y.-W. Kim, C.B. Park and C. Wang, J. Ceram. Soc. Jpn., 120, (5) 199–203(2012).
[15] J.-H. Eom and Y.-W. Kim, J. Mater. Sci., 44, 4482–4486 (2009).
[16] J.-H. Eom and Y.-W. Kim, J. Ceram. Soc. Jpn., 116, (10) 1159–1163 (2008).
[17] Y. Hirata, N. Suzue, N. Matsunaga and S. Sameshima, J. Eur. Ceram. Soc., 30,1945–1954 (2010).
[18] Y. Nakamura, S. Kasuga, J. Nakamura and Y. Hirata, in High TemperatureCeramic Matrix Composites, Ed. by W. Krenkel, R. Naslain and H. Schneider,Wiley-VCH, Berlin (2001) pp. 721–727.
[2] H. Maeda, Y. Hirata, S. Sameshima and T. Shimonosono, J. Porous Media, 17,705–713 (2014).
[3] Y. Hirata, Y. Terasawa, N. Matsunaga and S. Sameshima, Ceram. Int., 35,2023–2028 (2009).
[4] M. Ando, Y. Hirata, S. Sameshima and N. Matsunaga, J. Ceram. Soc. Jpn., 119,(11) 794–800 (2011).
[5] Y. Suga, R. Yoshinaga, N. Matsunaga, Y. Hirata and S. Sameshima, Ceram. Int.,38, 6713–6721 (2012).
[6] Y. Hirata, Y. Kisanuki, S. Sameshima and T. Shimonosono, Ceram. Int., 40,10153–10157 (2014).
[7] Y. Hirata, M. Ando, N. Matsunaga and S. Sameshima, Ceram. Int., 38, 6377–6387(2012).
[8] E. Ryshkewitch, J. Am. Ceram. Soc., 36, (2) 65–68 (1953).
[9] K.-Y. Lim, Y.-W. Kim and I.-H. Song, J. Mater. Sci., 48, (5) 1973–1979 (2013).
[10] D.-M. Liu, Ceram. Int., 23, 135–139 (1997).
[11] Y. Hirata, T. Shimonosono, T. Sameshima and S. Sameshima, Ceram. Int., 40,2315–2322 (2014).
[12] Y. Hirata, N. Matsunaga, N. Hidaka, S. Tabata and S. Sameshima, J. Ceram. Soc.Jpn., 116, (6) 665–673 (2008).
[13] F. Chen, Y. Yang, Q. Shen and L. Zhang, Ceram. Int., 38, 5223–5229 (2012).
[14] J.-H. Eom, Y.-W. Kim, C.B. Park and C. Wang, J. Ceram. Soc. Jpn., 120, (5) 199–203(2012).
[15] J.-H. Eom and Y.-W. Kim, J. Mater. Sci., 44, 4482–4486 (2009).
[16] J.-H. Eom and Y.-W. Kim, J. Ceram. Soc. Jpn., 116, (10) 1159–1163 (2008).
[17] Y. Hirata, N. Suzue, N. Matsunaga and S. Sameshima, J. Eur. Ceram. Soc., 30,1945–1954 (2010).
[18] Y. Nakamura, S. Kasuga, J. Nakamura and Y. Hirata, in High TemperatureCeramic Matrix Composites, Ed. by W. Krenkel, R. Naslain and H. Schneider,Wiley-VCH, Berlin (2001) pp. 721–727.








 豫公网安备41019702003604号
豫公网安备41019702003604号