

 手机资讯
手机资讯 官方微信
官方微信摘要 指导思想:在数控切割机机床结构、硬件配置和制造水平大致相同或类似的情况下,数控切割机的切割效率和切割质量主要将由数控切割软件决定,特别是由优化套料编程软件和数控系统中的切割控制软件...
指导思想:在数控切割机机床结构、硬件配置和制造水平大致相同或类似的情况下,数控切割机的切割效率和切割质量主要将由数控切割软件决定,特别是由优化套料编程软件和数控系统中的切割控制软件决定。因此,用户在购买数控切割机时,要非常重视数控切割软件的选择和配套,下面就以FastCAM套料软件和FastCAM数控系统为例,简要介绍有效提高切割效率和切割质量,有效节省钢材和耗材的全新数控切割理念和技术方法,实现数控切割机全时切割、自动切割、高效切割、高质量切割和高套料率切割!
目前数控火焰和等离子切割机在我国工业企业开始大量普及,国内数控切割机厂家生产的数控切割机在机床设计和制造水平方面逐步趋向成熟和稳定。但是在数控切割机硬件结构和制造水平相同或类似情况下,由于缺乏数控切割软件技术,使数控切割机在使用过程中普遍存在切割生产效率低,钢材和耗材浪费严重的问题,具体表现在以下几个方面:
1.数控系统不稳定:用户在购买数控切割机挑选数控系统时,一味追求民用计算机的高配置,选用Windows系统、高主频CPU和大硬盘,忽视了工业用数控系统的稳定性。由于高主频CPU和大硬盘功率大,发热量高,尤其是在夏天,数控系统内部发热过热,导致数控系统和切割机无法正常工作,只好使用工业风扇把数控系统进行风冷。此外,高主频CPU必须配备风扇,而风扇容易磨损,寿命有限,容易导致CPU和主板损坏,硬盘震动损坏磁道且易感染病毒,都会造成数控系统不稳定,导致切割生产停滞。
2.没有使用套料软件:在购买数控切割机时没有购买优化套料软件,只是使用CAD软件和NC转换软件,进行画图和NC切割文件,或是调用数控系统中的零件库,在数控系统上对DXF或NC文件进行手工编程套料,局部切割,使数控切割机大部分时间处于等待编程套料的闲置状态,大大降低了数控切割机的生产效率,同时由于钢板的局部切割,产生大量边角余料或剩余钢材,导致钢材的严重浪费。
3.不能实现自动切割:数控系统上没有自动切割工艺和切割参数数据库,切割工人只能凭借经验和眼睛观察,通过手工方式调整和控制穿孔过程、切割速度和拐角加减速,不能做到自动穿孔和自动切割,数控切割机的生产效率不能得到有效发挥。
4.单件切割与热切割变形:就是每个零件都要预热穿孔并逐个切割,没有使用共边、借边、桥接连割等高效切割方式,不仅容易发生热切割变形,而且火焰预热穿孔耗时耗材,切割效率低,等离子割嘴损耗浪费严重。
5.切割质量问题:诸如零件引割点过烧留疤痕、零件拐角过烧、切割面过分倾斜、切割圆形零件时圆变形或不闭合,切割大尺寸零件发生严重误差,使切割变形不闭合等严重切割质量问题。
下面介绍全新的数控切割理念和技术方法,通过数控切割软件技术,实现数控切割机的“全时切割、自动切割、高效切割、高质量切割和高套料率切割!”
全时切割:
传统切割方式:使用CAD画图软件和NC转换软件,绘制DXF零件图转换为NC文件,然后在数控系统上进行手工套料编程,或是调用数控系统零件库中的零件,在数控系统上进行套料编程,使数控切割机大部分 (超过50%的)时间处于等待数控系统进行套料编程的闲置状态,数控切割机不能做到全时切割,切割效率大大降低(超过50%)。
全时切割方式:FastCAM公司倡导和推广全时切割生产方式。在电脑上使用FastCAM优化套料编程软件完成整板套料,余料板套料和高效切割套料编程,数控切割机只接受套料软件提供的CNC切割程序,使数控切割机全时用来切割。改变传统的在数控系统上进行编程套料,使数控切割机闲置等待编程套料的切割生产方式,有效提高数控切割机的切割效率。
经济效益:“全时切割”给企业带来的最大经济效益是提高数控切割机的生产效率,使原本一台数控切割机的切割生产能力提高成为二台甚至三台数控切割机的切割生产能力。
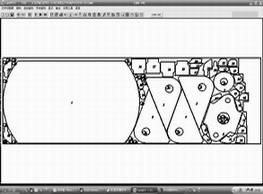
图一:整板套料实现全时切割
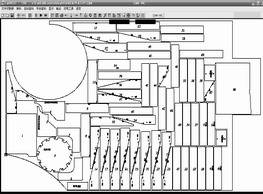
图二:余料板套料实现全时切割
自动切割:
传统切割方式:依靠切割工人的切割经验,通过手和眼的紧密配合,进行手工操作,调节和控制数控切割过程的预热、穿孔、起割、空程和正常切割加减速和拐角加减速等。
现实问题:企业无法保证每个切割工人都具有丰富的切割经验和良好的操作技能,更无法保证每个切割工人的工作态度和身体状况始终处在最佳或良好的状态,因此也就无法保持或保证数控切割机的切割效率和切割质量。只有把丰富的切割经验和切割工艺写入数控系统,工人使用自动切割方式,排除人为因素的干扰,才能保证数控切割机的切割效率和切割质量。
自动切割方式:FastCAM公司倡导和推广自动切割生产方式。FastCAM专门为火焰和等离子数控切割提供的FastCNC数控系统,为用户提供了完善的自动穿孔和自动切割工艺,通过调用板材切割参数库和自动切割逻辑,使用自动切割功能键,实现自动切割,包括自动穿孔,空程和切割速度的自动加减速,以及拐角和圆弧切割的自动加减速。自动切割方式的最大优点是把完善的切割工艺和丰富的切割经验集成在数控系统中,有效地弥补切割工人的经验不足和体力与情绪的波动,可以有效提高和持久保证数控切割机的切割效率和切割质量。
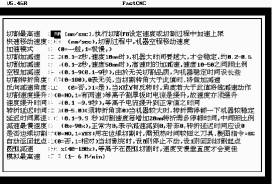
图三:自动切割工艺数据库
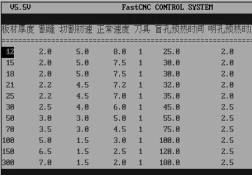
图四:自动切割板材参数数据库
特别值得指出的是:火焰厚板穿孔技术难度高,切割工艺复杂。FastCNC数控系统提供了独具匠心的火焰厚板自动穿孔切割逻辑数据库和明盲孔自动智能判断功能,使火焰厚板穿孔实现自动穿孔,自动判断明孔盲孔,实现借边切割,有效减少和避免火焰厚板穿孔次数。
高效切割:
传统切割方式:不论是火焰切割还是等离子切割,切割效率低的主要原因是每个零件都要预热穿孔,都要逐个切割,火焰切割预热穿孔耗时耗材,切割效率低,等离子切割割嘴损耗浪费严重。
高效切割方式:FastCAM公司倡导和推广高效切割生产方式。FastCAM优化套料软件在整板套料和余料板套料的基础上,提供共边、连割、借边、桥接等高效切割方式编程方法,有效减少预热穿孔,减少重复切割,防止热切割变形,从而有效提高切割效率,节省钢材和耗材,特别是节省等离子耗材。
同时,FastCNC数控系统为实现高效切割提供了零件套料图形库和明盲孔自动判断与借边切割功能,节省画图编程套料时间,实现零件整板套料和共边与连续切割,有效减少预热穿孔,改变传统的逐个零件切割,每个零件穿孔的切割方式,有效提高切割效率。
无线遥控技术,直接提高数控切割生产效率
FastCNC数控系统提供了独具特色,且使用便捷的无线遥控器,有效提高钢板校正、起割点定位、更换割嘴、切割与拐角加减速的操作效率,避免操作工人在钢板、割枪与数控系统之间来回奔走,一个人就可以轻松地掌控切割机的操作。无线遥控技术与触摸屏技术相比,触摸屏技术在于改善或替代键盘操作,但还是局限在数控系统上,而无线遥控技术不仅改善和替代键盘的操作,而且摆脱了数控系统的限制,直接在切割机和钢材上进行操作,有效提高钢板校正、起割点定位穿孔、切割加减速、更换割嘴等切割过程的操作效率,避免工人来回奔走,有效提高切割效率。
高质量切割:
几种常见数控切割质量问题:
1.数控切割机使用一段时间后,齿轮齿条磨损产生反向间隙,导致切割零件不闭合和机床上下抖动,严重影响切割质量和机床使用寿命。
2.在等离子切割中普遍存在拐角过烧和圆弧切割面过分倾斜等切割质量问题。
3.在等离子切割中普遍存在引割点过烧留疤痕的质量问题,特别是在不锈钢的切割中,由于过烧疤痕很难修补,造成加工困难和钢材浪费。
4.在切割大尺寸零件时,产生切割误差,导致零件切割不闭合,造成废品。或是切割由大量小实体组成的零件时,发生数控切割机上下抖动、不闭合、变形等质量问题,造成切割质量降低,机床寿命缩短。
5.数控切割机在切割圆形零件或弧形零件时,切割不闭合,或是圆或弧发生严重变形。
高质量切割工艺:
FastCNC数控系统提供完善系统的切割工艺,确保数控切割机高质量切割。
1.提供齿轮齿条间隙自动补偿切割工艺,有效解决反向间隙的切割质量问题,延长切割机使用寿命。
2.提供不同板材厚度和不同切割方式下的拐角及圆弧自动加减速的设置和切割工艺,有效解决拐角过烧和圆弧切割面倾斜问题。
3.提供多种引入引出线补偿方法,有效解决引割点过烧留疤痕的质量问题。用户可根据焊接或机械加工的需要,自主选择起割点少量过烧、留小尾巴、或近似平滑的起割点引入引出方式。
4.提供CNC程序的预处理功能,把DXF圆弧中的小线段压缩拟合为光滑的曲线,使数控切割机平稳切割,有效避免机床上下抖动,提高切割质量。
5.提供直线插补运算和圆弧插补运算,保证圆形零件切割不变形。
高套料率切割:
传统切割方式:是在数控系统上读入零件的DXF或NC文件或是调用数控系统零件库中的零件,使用手动或矩阵方法在数控系统上进行套料和编程,然后在数控切割机上进行局部切割。手工套料和局部切割通常的结果是钢板的中间留下大面积不规则的剩余钢材,无法再进行准确的套料和切割,从而造成大量剩余钢材的产生和钢材浪费。
高套料率切割方式:FastCAM公司倡导和推广高套料率切割生产方式。使用FastCAM优化套料软件,进行整板套料、余料板套料,进而实现整板切割和余料板切割,有效避免钢板余料的产生和浪费,使剩余钢板得到充分的重复利用。
总之,在数控切割机的机床结构、硬件配置和制造水平大致相同或类似的情况下,完全可以通过软件技术,特别是配套使用FastCAM优化套料软件和FastCNC数控系统,实现“全时切割、自动切割、高效切割、高质量切割和高套料率切割”,进一步提高数控切割机的切割效率和切割质量,有效节省钢材和耗材。








 豫公网安备41019702003604号
豫公网安备41019702003604号