

 手机资讯
手机资讯 官方微信
官方微信摘要 摘要陶瓷刚玉磨料(也称为SG磨料)是一类性能优异的新型磨料,在汽车、轴承、刀具、模具等许多领域显示了很好的应用效果和发展前景。本文介绍了这类磨料的制造技术、应用情况及发展前景。主题...
摘要 陶瓷刚玉磨料(也称为SG磨料)是一类性能优异的新型磨料,在汽车、轴承、刀具、模具等许多领域显示了很好的应用效果和发展前景。本文介绍了这类磨料的制造技术、应用情况及发展前景。
主题词 陶瓷刚玉(SG磨料) 制造技术 性能
1 前言
陶瓷刚玉磨料,是世界上十多年前研制成功的一类新型刚玉磨料。由于其化学组成是Al203,因此也被称为新型陶瓷氧化铝磨料。国内外还根据其制备工艺特点称之为SG磨料,经过近年来的开发应用,这类磨料显示了非常优越的磨削性能,因而被世界上誉为具有划时代意义的磨料。这类磨料的生产与应用被认为是世界上磨削加工领域的一大技术成就。本文将对这类磨料的制造技术、磨料性能给予阐述。
2 陶瓷刚玉磨料的制造技术
陶瓷刚玉磨料,是以独特的陶瓷技术合成的,具有微细晶体结构的高纯度刚玉磨料。其典型制造工艺有两类,一类是采用sol-gel工艺(即溶胶-凝胶工艺)合成并经过烧结制造。具体做法是:先将原料制成水溶胶,然后进行凝胶化,再经过干燥、预破碎、制粒、筛分,使之形成一定的颗粒形状和尺寸,最后经过煅烧与烧结使之成为高韧性和硬度的磨料。原料可采用软水铝石或其它铝介质,在制造过程中可加入Fe2O3、Al2O3等成核物质。以促进晶核形成和降低晶型转变温度。同时还可以加入晶体生长抑制剂(如TiO2、MgO、ZrO2等)以减少晶粒的生长而达到细晶结构。对得到的凝胶体可通过压制或挤压而使其成为致密的固体,从而保证其烧结磨料的均匀性。现在世界上多采用这类工艺制备该磨料。另一类是直接将a—Al2O3磨碎、挤压成型、制粒、干燥、烧结而成。采用这类生产方式的有奥地利太巴客的CCCSK。
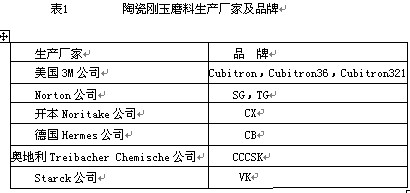
现在世界上已有数家企业能生产这类磨料,并形成各自的品牌,具体见表1。
我们已率先在国内研制成功这类磨料,代号为CA。与国外制造工艺相比,我们研究的新型陶瓷刚玉磨料制备工艺过程更简单、合理,生产效率较高,生产成本较低。在原料处理到制粒、烧结各工序,都具有明显的创造性和先进性。
3 陶瓷刚玉磨料的特性
陶瓷刚玉磨料的制法与普通刚玉磨料不同,因而它们在结构与性能上也就不大相同。具体表现在如下方面:
(1)显微结构方面
普通电熔刚玉磨料每颗磨粒中仅含有极少量的单晶体(有时仅为一个单晶体),晶体尺寸在50μm左右或更大。而新型的陶瓷刚玉磨粒每颗磨粒是由成千上万个亚微米级或微米级的细小品体所组成,磨粒晶体尺寸为普通刚玉磨粒晶体尺寸的1/15~1/200,这些大量的微小磨粒使磨粒具有许多锋利的切削刃。
(2)韧性方面
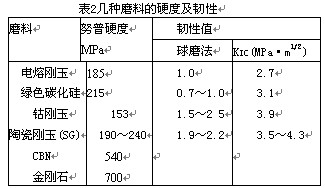
由于其显微结构不同,所以其在磨粒断裂行为上就有所不同。这种新型陶瓷刚玉磨料表现为沿晶断裂破坏,而传统电熔刚玉磨粒多呈现穿晶断裂破坏,因而新型陶瓷刚玉磨料韧性明显较普通电熔刚玉磨料高,一般要高1倍左右。几种磨料的硬度及韧性见表2。
(3)磨损机理和自锐性方面
传统电熔刚玉磨粒在工作点被磨去后变平钝化。在磨削力作用下,这些被磨钝的磨粒不是从磨具上脱落,就是沿晶面穿晶破裂,呈宏观破碎,磨粒损失较多。而新型陶瓷刚玉磨料的磨粒磨损后破碎时,沿晶界破裂,呈微观破碎,很少产生宏观破碎,因而磨粒损失较少,磨损较少,使用寿命较长。新型陶瓷刚玉磨粒的整个磨损过程也是磨粒本身的自锐过程,在有效使用寿命期间。磨粒表面层被磨钝的微小品粒(即切削刃)在磨削力的作用下从磨粒上逐渐脱落,不断地暴露出新的微切削刃,使磨粒始终处于锋利状态,从而保证了磨具的自锐功能和磨削性能的稳定。因而新型陶瓷刚玉磨料与普通电熔刚玉磨料相比,具有很好的自锐性能和耐磨性能。
关于陶瓷刚玉磨料的磨损状况,德国亚琛理工大学的Konij教授对这类磨料进行了单颗粒磨粒磨损试验,并与其它磨料进行了对比,见图1所示。
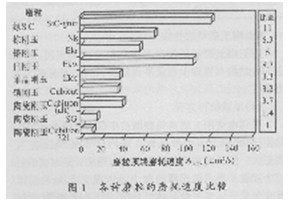
图1是3种陶瓷刚玉磨料(Cubitron,SG, cubition321)与绿SiC磨料、4种刚玉磨料(Nk,Ekr,Ekw,Ekk)及锆刚玉磨料(Cubicut)磨削100Cr6钢时的耐磨耗性实验结果。此试验是以磨粒顶端的磨耗速度Arow(μm2/s)来对比它们的耐磨损性的。从图中可知:陶瓷刚玉磨料(特别是SG和Cubitron321)具有优异的耐磨损性。
由于新型陶瓷刚玉磨料在结构、韧性、磨损特性和自锐性方面具有优良特性,因而在磨削性能方面具有下列优点:
(a)磨粒锋利,切削能力强,磨削效率高。可进行大切深、大进给、重负荷和高效磨削。据有关试验,单行程进给量可达O.25mm,金属去除率可比普通刚玉砂轮高50%以上。
(b)自锐性好,产生的磨削热少,磨削温度低,不烧伤工件。
(c)韧性好,磨损小,砂轮形状保持性好,用于精密磨削和成型磨削,容易获得较高的尺寸精度及尺寸形状一致性。
(d)砂轮耐用度高,使用寿命长(可达普通刚玉砂轮的2~10倍),更换频次少.减少了辅助加工时间和停机时间,有利于使用数控自动机床和实现自动化生产。
(e)砂轮白锐性好,不堵塞,可以保持稳定的磨削性能,因而可以减少修整量(为一般刚玉砂轮的1/2~1/3),可以减少修整次数(可减少80%),延长修整问隔,减少停机时间和辅助加工时间,提高了生产效率。
(f)性能上远远优于普通电熔刚玉磨料,价格上远远低于CBN和金刚石磨料,而其硬度与普通刚玉磨料相近.所以不需采用特殊磨削设备及修整装置,不存在CBN和金刚石在磨削设备方面的特殊要求及修整方面的困难,对于磨削液要求也没有CBN砂轮那样的特殊要求。因此易于推广应用。
4 结束语
新型陶瓷刚玉磨料在性能和价格上填补了CBN、金刚石与普通磨料之间的空档,可代替白刚玉应用于白刚玉所有的磨削应用领域,在某些用途也可以代替超硬材料。因而其既可用于韧性不锈钢、耐热合金等难磨削材料方面,也可用于一般材料的精密磨削和高效磨削,在机械制造、汽车、轴承、刀具、模具等许多工业领域有很大的应用潜力。国外有关专家曾预测这类磨料将会取代三分之一的普通氧化铝磨料。我们认为,虽然这类磨料不一定能发展到普通磨料的生产规模,但它的确对现有磨料的品种是一个有益的补充,并且会发挥较显著的作用。因此国内应加快这类磨料工业生产及应用进程。我们也正在为此努力。
参 考 文 献
1李志宏,朱玉梅等.新型陶瓷氧化铝磨料的研制.研究报告,郑州工业高等专科学较,1995
2 W.Konig.Th.Ludewig,D.Sol-Cel-Korunde eroffnen neue heis-tunspotentiale,wt-Produktion Management,85(1995)22
3 W.Orhert,Slection and Application of Sl-Gel-abrasives,Tooling production,1998.5









 豫公网安备41019702003604号
豫公网安备41019702003604号