

 手机资讯
手机资讯 官方微信
官方微信摘要 摘要在工件表面用喷涂方法形成陶瓷涂层,可以显著改善其性能。但是由于陶瓷喷涂层的硬脆特性,难以进行精密加工。本文引入金属基超硬磨料砂轮在线电解修整(ELID)技术,对陶瓷喷潦层进行精...
摘要 在工件表面用喷涂方法形成陶瓷涂层,可以显著改善其性能。但是由于陶瓷喷涂层的硬脆特性,难以进行精密加工。本文引入金属基超硬磨料砂轮在线电解修整(ELID)技术,对陶瓷喷潦层进行精密镜面磨削的实
验研究。结果表明,该技术加工精度高、表面质量好,极具应用前景。
主题词 喷涂层 精密镜面磨削 金属基超硬磨料砂轮 在线电解修整(ELID)
0 引言
现代技术的发展对材料性能提出了越来越高的要求,特别是对零件表面往往有特殊的要求,如耐磨损、耐高温、耐腐蚀等。对性能要求很高的零部件来说,如果整体铸造或锻造比较昂贵的金属材料,不仅工艺复杂,而且造价很高。而采用喷涂方法.通过在普通材料表面上喷涂强化层、保护层或装饰层等各种功能涂层,使其实现耐磨、防腐、抗高温、耐氧化、隔热绝缘、导电和防微波辐射等功能特性,可以在满足性能要求的同时延长零件寿命、节约材料和能源、大大降低成本。因此喷涂技术作为一种综合性很强的工艺,广泛应用于汽车、造船、水泵、石油、矿山、农机、飞机及宇航等工业部门。
随着喷涂技术的不断发展和完善,可用于喷涂的材料越来越多,除了金属和台金外,还有陶瓷、塑料、非金属矿物以及复台材料等。其中陶瓷喷涂层以其良好的耐磨、耐腐蚀和耐高温氧化等性能而得到越来越多的应用。但是由于其自身的结构特点,使得对其进行精密加工比较困难。
金属基超硬磨料砂轮在线电解修整(ELID)超精密镜面磨削技术是日本理化学研究所大森整博士八十年代末期开发的超精密加工新技术,是对超精密磨削加工技术的重大改进。该方法可用于加工各种金属和非金属硬脆材料,适用性广泛,而且由于可以采用微细粒度砂轮,加工后的表面粗糙度Ra值可达纳米级。应用ELID镜面磨削技术对陶瓷喷涂层进行精密加工,将为高硬度涂层的精密加工开辟一种新的途径。
1 陶瓷喷涂层加工特点
喷涂是采用喷枪将特殊的低熔点台金粉末高温高速喷洒到经过清理的工件表面,依靠合金粉末的物理化学反应,与基体金属产生原子扩散结合,从而获得牢固的喷焊层。合金粉末喷洒后不需进行重新熔化,整个喷涂过程保持低温,零件温度低于250℃。所以,涂层与基体表面以机械结合为主,冶金结合比较微弱。特别是对于陶瓷喷涂层,由于硬度高、脆性大而韧性差,兼具了高强度钢、高温合金与淬硬钢的性能,故而表现出加工温度高、刀具耐用度低、涂层易剥落等特点,给精密加工带来了极大困难。为满足工业发展口益增长的加工要求,探索陶瓷喷涂层精密加工的新途径已成为一项重要课题。
2 ELID磨削的基本原理
目前.陶瓷喷涂层的精密磨削,采用金属结合剂超硬磨料(金刚石、CBN)砂轮是比较理想的。这是因为超硬磨料的硬度高、耐磨性好,而金属结合剂(青铜、铸铁等)的结合强度高,导热性能好,与磨料的结合牢固.能够充分发挥超硬磨料的切削性能,特别适合硬脆材料的高效精密磨削。但这些砂轮的致命弱点是修整困难,用传统的机械修整方法效率很低,而且很难使砂轮表面处于理想磨削状态。
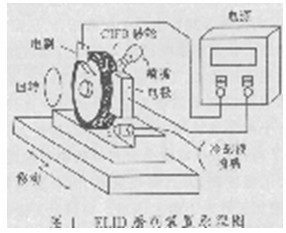
ELID磨削技术的出现解决r上述难题,它的基本原理是利用金属基砂轮导电和可电解的特性,用在线电解的方法对砂轮表面的结合剂进行去除,而磨粒本身不会被电解破坏,从而实现对砂轮表面的修整,如图1所示。砂轮通过电刷接电源的正极,根据砂轮的形状制造一个导电性能好的电极接电源的负极,电极与砂轮表面之间有一定的间隙。从喷嘴中喷出的具有电解作用的磨削液进入电极和砂轮表面之间的间隙,在修整电源作用下,砂轮铸铁结合剂作为阳极被电解,使砂轮中的磨粒露出表而,形成一定的出刃高度和容屑空间。随着电解过程的进行,在砂轮表面逐渐形成一层钝化膜,抑制电解过程继续进行,使砂轮损耗不致太快。当砂轮表面的磨粒磨损后,钝化膜被工件材料刮擦去除,电解过程继续进行,对砂轮表面重新进行修整,上述过程重复进行。上述过程是一个动态平衡的过程,既避免了砂轮过快消耗,又能自动保持砂轮表面的磨削能力,通过调整电解参数(电压和电流)和磨削参数.可以对电解修整进程进行在线调控,从而实现稳定的接近理想状态的磨削过程。
3 ELID磨削的实验条件与实验结果
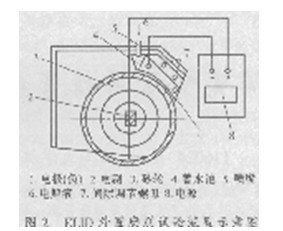
为了进行陶瓷喷涂层的精密磨削加工的实验研究,采用自行开发的外圆ELID镜面磨削实验装置,其示意图如图2所示。实验中使用的修整电源是自行研制的ELID磨削专用高频脉冲电源,电源输出电压为0~1.40V,电流O~10A,脉冲频率0~500kHz.磨削液使用自行研制的专用磨削液。由于ELID磨削的磨削液兼作电解液,因此,使用碱性水溶型磨削液,除添加防锈剂,钝化剂、极压添加剂,合成润滑剂外,尚需一定数量的无机盐,以使磨削液具有电解能力,其它实验条件如下:
砂轮:铸铁结合剂金刚石砂轮,直径240mm,宽度
10mm,磨料层厚度5mm,粒度W5。
主轴转速:1500转/分。
工件材料:Al2O3陶瓷喷涂层试件,工件直径
45mm。
工件转速:30~100转/分。
应用ELID外圆磨削装置对Al2O3陶瓷喷涂层进行磨削实验时,首先对砂轮进行电火花精密整形,消除砂轮的圆度和圆柱度误差,使微细磨料尽可能等高地分布在砂轮表面上。然后进行电解预修锐,在砂轮表面形成充分的氧化膜,时间大约30分钟。接着进行在线电解动态磨削阶段。磨削完毕后,切断电源依靠砂轮表面的氧化膜对工件光磨30分钟。
采用日本Kosaka Laboratory Ltd.公司制造的SE-3H型轮廓仪进行表面粗糙度检测,其中微观尺寸放大倍数V=20000,走纸方向放大倍数H=20,采样长度R。=O.25mm,测量长度L=2.5mm。磨后工件达到RaO027μm。磨削效果及测量曲线如图3所示。
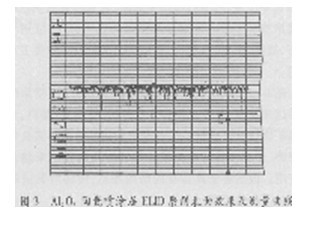
分析图3的测量曲线,可以看出检测曲线抖动剧烈,在某些地方出现不连续的现象。这主要是由于喷涂层材料在结构和性能上与普通致密材料有较大的差别。从原理上讲,喷涂是利用热源加热喷涂材料,将熔化或接近熔化状态的粒子雾化,喷射并沉积在基材表面上,从而形成特殊表面层。因此涂层的组织是由熔融粒子强烈变形和高速结晶堆砌所形成的层状结构,在喷涂粒子间的表面接触区内会出现疏松和微孔,因此涂层的密度和强度低于致密材料。对陶瓷涂层来说,涂层颗粒与基体表面的结合形成主要为机械结合,因此涂层比较脆弱,在外力冲击和应力作用下容易发生脆性断裂和脱落。因
此在磨削过程中易出现局部剥落和微崩现象,磨削表面质量也不均匀.所以检测曲线上表现出抖动剧烈.甚至不连续情况。因此要提高涂层表面磨削质量,必须从两方面着手,一是提高涂层结合强度和致密性,尽量减少疏松和微孔;另一方面是优化磨削参数,改善磨削条件,采用更高精度的磨床、更纲粒度的砂轮等。
4 结论
通过对Al2O3陶瓷喷涂层ELID磨削实验的研究
及分析,得出以下结论:
(1)用金属基金刚石砂轮和在线电解修整(ELID)精密磨削技术对硬脆材料进行精密磨削加工可以得到很好的效果,磨削表面粗糙度很低,是陶瓷喷涂层精密加工的一种新途径,具有很好的推广价值和应用前景。
(2)由于喷涂层材质不均匀、不致密,表面各点磨削质量是不均匀的,因此要得到更高的磨削表面质量,既需要提高涂层结合强度和致密性,又要改善磨削条件。








 豫公网安备41019702003604号
豫公网安备41019702003604号