

 手机资讯
手机资讯 官方微信
官方微信摘要 作者:李印江教授§1概述有机磨具是在1880年出现,当时用天然的虫胶做结合剂,以后有了人造树脂,有机磨具才迅速发展起来。到了1980年在世界范围内树脂磨具与陶瓷磨具的产量比已超过1...
作者:李印江 教授
§1 概述
有机磨具是在1880年出现,当时用天然的虫胶做结合剂,以后有了人造树脂,有机磨具才迅速发展起来。到了1980年在世界范围内树脂磨具与陶瓷磨具的产量比已超过1 :1,现在仍有增长的趋势。树脂磨具所以能迅速的发展,主要有以下几方面的特点:
1、结合强度高,如高速切割砂轮使用线速度可达80-100m/s,重负荷砂轮磨削负荷由过去的50kg左右提高到1000kg以上。
2、便于调整结构和性能,树脂磨具的硬化温度只有200℃左右,比陶瓷磨具1300℃的烧成温度低的多,因此可以在磨具锒入网格布、金属丝、石墨粉、螺帽等材料,以适应不同磨削的需要。许多填料的性能在制成磨具后仍能保持,所以使用不同的填料能在很大放范围内改变磨具的性能。
3、树脂磨具有一定的弹性,有利于提高被加工工件的光洁度,选用石墨、氧化铬等抛光材料作填料还可以进一步降低粗糙度。
4、加工中不易烧伤工件, 树脂在230℃上就逐渐炭化,加工中的高温使树脂局部炭化,产生自锐,提高了磨削的锋利度从而又降低了磨削温度,避免烧伤工件。
5、由于树脂具有良好的成型性能,又有很好的韧性,所与可以制成约0.1mm厚度的薄片砂轮,用于开槽切割。
6、树脂磨具生产周期短,设备简单,投资少见效快。是许多磨具厂的起步产品。
7、树脂磨具耐水性差、耐碱性差, 保存期短,是其缺点,生产和使用中应予以注意。
8、树脂磨具大量用于制造切断砂轮、钹形砂轮、重负荷砂轮、轧辊抛光砂轮、石墨镜面磨砂轮、导电磨砂轮、珩磨轮、柔软抛光砂轮等。
§2 树脂磨具的结构和性能
一、树脂磨具的结构
通常所说的磨具三要素五因子主要是以陶瓷磨具为对象而论,对树脂磨具应是四要素六因子, 四要素是磨料、结合剂、填充锒嵌材料和气孔。
(1)磨料 作为切削刃,切削工具,是磨具的主要组成部分。
(2)结合剂 起着粘结磨粒和各种填充和锒入材料的作用,使磨具得以成型。
(3)填充锒嵌材料 赋予磨具各种独特的性能如导电性、抛光性和使用磨具带有中孔以外的安装结构等,如螺栓紧固砂轮。
(4)气孔 是指磨具内部具有的孔隙,有助于冷却和排屑作用。
二、树脂磨具的性能
树脂磨具的性能由树脂磨具的六因子确定,六因子是:磨料材质、磨料粒度、结合剂(树脂)性能、磨具硬度、磨具组织和填充材料性能。
(1)磨料材质 磨料有多种如棕刚玉、白刚玉、黑碳化硅、绿碳化硅等,不同的磨料有不同的性能,适用不同磨削对象的需要,也决定了磨具的性能。
(2)磨料粒度 相同的磨料不同的粒度的磨具,对被加工工件的精度, 粗糙度,加工效率等方面都有明显的影响。
(3)结合剂 各种树脂的粘结强度、耐热性、耐磨性和稳定性均有不同,所以用不同的树脂作结合剂时磨具的性能也不同。
(4)硬度 不同加工质量和不同材质的工件对磨具的硬度有不同的要求,同时硬度对加工效率也有很大的影响。
(5)磨具的组织 磨具的组织用磨粒在磨具中所占的体积百分数来表示,磨粒占的体积百分数大则磨具中的气孔少,磨粒占的体积百分数小气孔多,所以磨具的组织间接的反映磨具的气孔的多少,但它并不等同的对应于气孔率的大小,这是应该注意的。
(6)填料 由于树脂磨具的硬化温度低,所以磨具制成后混料时加入的某些填料仍然保持着原有的特性,如铜粉、石墨粉的导电性,某些填料的抛光性能和高分解性能等都影响着磨具的特性,所以对于树脂磨具这第六个因子是不能少的。
(7)除以上决定磨具性能的六因子以外,在制造过程过所产生的一些性能,如平衡性和几何精度等也对磨具质量有很大影响。
§3 树脂结合剂磨具常用的树脂
作为结合剂用树脂的要求:
(1)对磨料有很强的结合能力。
(2)有较高的耐热性能。
(3)有很高的抗拉、抗压、抗冲击强度。
(4)具有良好的制造和加工性能。
具有这些特点的常用树脂有:酚醛树脂、环氧树脂、新酚醛树脂、聚胺基双马来酰亚胺树脂、聚乙烯醇缩醛等。
一、酚醛树脂
酚醛树脂是由苯酚和甲醛在酸、碱触媒作用下合成的。由于工艺不同可以制成液体酚醛树脂和粉状酚醛树脂两种。
1、制造酚醛树脂的原材料
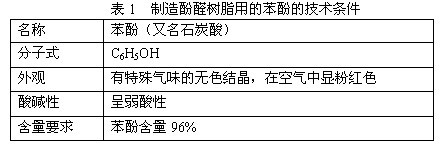
(1)苯酚
苯酚又称石炭酸,纯白无色针状晶体,在空气中可氧化成浅粉色。
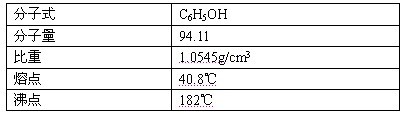
苯酚能溶于热水,溶于酒精,碱等。有弱酸性,易渗入皮肤,引起过敏现象。将2%左右的苯酚肥皂水溶液用于消毒,医用名称“来苏儿”。
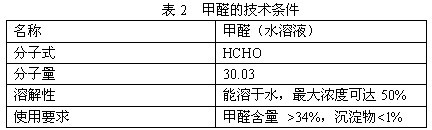
(2)甲醛
甲醛为无色气体,用于制造酚醛树脂的是甲醛的水溶液。
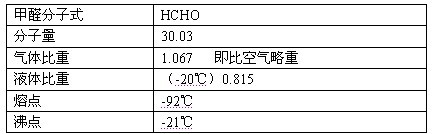
甲醛溶于水和酒精,40%的水溶液医学上称 “福尔马林”,做防腐剂使用。长期存放的甲醛易聚合沉淀出白色块状物,加入8-12%的甲醇(CH3OH)可防聚合。甲醛具有强烈的刺激性气味,能刺激眼睛和呼吸道粘膜,并引起皮肤过敏现象。甲醛的技术条件见表2
(3)催化剂
① 碱性催化剂 氢氧化钠、氢氧化钡、氢氧化铵等都可以做合成酚醛树脂的催化剂生成液体酚醛树脂。
磨料磨具行业用的液体酚醛树脂通常是用氢氧化铵作催化剂,因氢氧化铵属于弱碱性。对不耐碱地酚醛树脂影响不大。残留部分在硬化加热时大部分挥发掉了,所以用氢氧化铵作催化剂的酚醛树脂具有较高的强度,耐水性较好。氢氧化钡也是较好的催化剂;而氢氧化钠是一种强碱,残留在磨具的结合剂中对磨具有破坏作用,因此在磨具制造中很少使用氢氧化钠作催化剂的酚醛树脂。
苯酚与甲醛生成树脂的反应速度随催化剂的用量增多而加快,但是反应太快则不易控制,通常氢氧化铵的水溶液用量为苯酚的3-6%。
作为催化剂的氢氧化铵含量不小于17%,比重为0.88-0.92 g/cm3。
②酸性催化剂 生产粉状的酚醛树脂通常使用盐酸作催化剂。盐酸是氯化氢的水溶液。工业盐酸的氯化氢含量为25-40%,比重为1.12-1.20。用量以苯酚为100%计,盐酸加入量,以纯HCl计为0.1-0.3%。残留在树脂中的盐酸在硬化加热过程中几乎全部挥发掉,对树脂性能没有明显影响。
2、液体酚醛树脂的生产工艺
(1)生产液体酚醛树脂时甲醛的加入量要比正常的需要量略多一些,甲醛量多一些树脂的生产速度快,产量高,游离酚减少。通常取苯酚与甲醛的克分子比为:6 :7;催化剂氨水加入量为苯酚加入量的4%,(氨水中氢氧化铵含量按25%计时)。当混合物料加热到85℃左右时,可停止加热,物料以缩聚反应放出的热量自行升温到98℃左右,并开始沸腾,当反应过于激烈时应通水冷却。
(2)液体酚醛树脂的生产工艺流程,见图1

树脂合成后采用真空脱水,水分和挥发分脱除的比较干净,过多的水分和挥发分残留在树脂中在磨具硬化时易发泡。酚醛树脂生产设备示意图见图2。
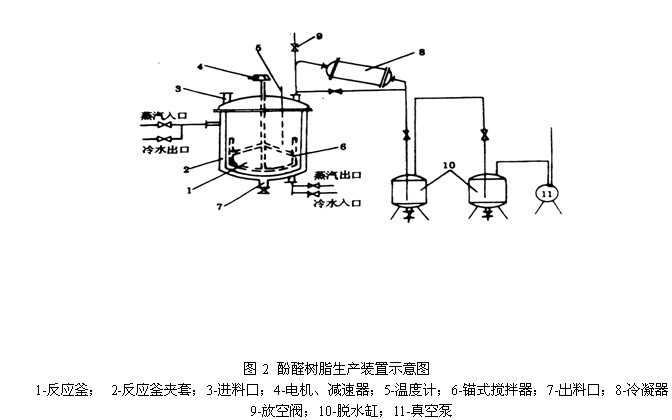
(3)液体酚醛树脂的性质 液体酚醛树脂常温下是棕红色粘稠液体,有刺激性气味。比重1.15-1.2。能溶于乙醇、丙酮、糠醛等溶剂中。树脂中游离酚含量为10-18%。
液体酚醛树脂在100℃的温度下保持2个小时仍有流动性,属甲阶,称A型,A型的特点是能溶于酒精中。
在120℃保持2小时则失去流动性,变为乙阶、称B型。B型树脂的特点是不溶于酒精,但略有膨胀,成弹性体。在130℃以上保持2个小时则成坚硬的固体,属丙阶,称C型。C型树脂的特点是不溶于酒精,不变形;加热不溶化;加热到230℃以上则炭化。
(4)液体酚醛树脂的性质对磨具性能的影响
① 树脂粘度 液体树脂的粘度和温度和固体含量有关,固体含量高、温度低则粘度高,反之则粘度低。作为粉状酚醛树脂润湿剂使用时,低粘度的溶解能力较强,生产的磨具机械强度较高;树脂的粘度用落球法或杯流法测定。作为粉状润湿剂使用的液体酚醛树脂的粘度一般用杯流法测定,数值在40-400秒之间。
② 游离酚的影响 液体酚醛树脂中有一部分没有参加反应的苯酚,称为游离酚。游离酚在做为润湿剂的树脂中应控制在28%以下。虽然游离酚的这个数值较高,但因为苯酚可以溶解粉状树脂,使型料有较好的可塑性,有利于树脂对磨粒的粘结,可以提高磨具的强度。
③ 固体含量 将重量为W1(约5-10克)的树脂在150℃-180℃的温度下加热1小时的剩余量W2,按式(1),(2)计算出x称固含量,y为聚合损耗。

x ——固体含量
y ——聚合损耗
W1——加热前树脂量
W2——加热后树脂量
对于用粉状树脂生产磨具,作为润湿剂的液体酚醛树脂只占树脂总量的1/3左右,而且也可以和粉状树脂的数量互换,因液体量大时对磨料润湿好,对粉状树脂的溶解增强,所以虽然液体树脂的固体含量较低,但液体酚醛树脂用量增加并不降低磨具的强度和硬度。作为润湿剂的酚醛树脂其固体含量要求大于65%,聚合损耗小于35%。
3、粉状酚醛树脂的生产工艺
(1)粉状酚醛树脂生产中苯酚与甲醛的比例与液体树脂生产中甲醛过量相反而是苯酚过量,苯酚与甲醛的克分子比为7 :6 ,催化剂使用盐酸,约0.2%左右,其工艺流程与生产液体酚醛树脂大致相同。产品冷却后成淡黄色半透明固体块状,经粉碎过筛后成粉状。
(2)粉状酚醛树脂是热塑性树脂,制造磨具时需要加入硬化剂使之转变成热固性的树脂。常用的硬化剂是乌洛托品,亦称六次甲基四胺。乌洛托品由甲醛和氨制成,为白色结晶粉末,比重为1.27(25℃),溶于水和酒精。分子式(CH2)6N4。加入量为树脂的6-10%。可以在树脂粉碎时加入,也可以在使用前加入。乌洛托品加入量太少不足以使树脂硬化,加入量太大增加挥发物排出量,也会降低磨具的强度和硬度。以8%左右为宜。
(3)粉状树脂的软化点,软化点实际上反映了树脂的的聚合程度,聚合程度高则软化点高,反之亦然。软化点低的树脂粉碎时发粘,放置时易结块。混合的型料也易结块。软化点过高虽然型料比较松散。但是成型压合性差,也影响磨具强度。一般要求粉状树脂软化点在85-115℃之间,以90-105℃为宜。但是随冬夏季节气温的变化应将软化点略加调整,气温低时软化点也低些,气温高时软化点也高些。
(4)粉状酚醛树脂的游离酚含量通常在5.5%左右。
(5)粉状酚醛树脂的粒度 粉状酚醛树脂要与硬化剂混合,过粗的程度不利于相互接触,所以粉状树脂的粒度组成要求240#以细的粒度大于80%,100#筛余小于3%。
二、环氧树脂
环氧树脂是环氧氯丙烷与二酚基丙烷以氢氧化钠做催化剂加热缩聚而成。
1、环氧树脂的性质
(1)环氧树脂有液体和固体两种,均为淡黄色,属热塑性,性质稳定,可长期储存,易溶于丙酮、甲苯等溶剂。在固化剂作用下可加热硬化,而呈热固性。
(2)具有较强的粘结力 环氧树脂有极为活泼的环氧基,能生成化学键与接触面反应联结,另有羟基和醚基与接触表面产生电磁引力,所以有很强的粘结能力。
(3)固化时收缩小,尺寸稳定性能好,热膨胀系数小,生产中不易出现裂纹等废品。
(4)耐化学浸蚀性好,耐碱,耐酸也耐有机溶剂。
(5)环氧树脂的最大缺点是耐热性能差,其耐热性能随固化剂不同而有很大变化,但不论那种固化剂他的耐热性都较酚醛树脂差的多。
2、环氧树脂的特点
(1)具有较高的强度和硬度,相同条件下的回转线速度,酚醛结合剂为108m/s,环氧树脂结合剂为126m/s以上。
(2)因其耐热性差,使用中磨损大,消耗高;但因其耐热性差而自锐性好,不易烧伤工件,在某些方面的应用也是他的优点。
(3)环氧树脂的固化剂,环氧树脂可加入固化剂加热硬化,固化剂参加化学反应,成为树脂的组成部分,硬化后成为不溶不熔的固体物质。
① 胺类固化剂 主要是乙二胺、三乙醇胺,间苯二胺等。胺类固化剂可以“冷硬化”,即在不加热的情况下固化,固化迅速。但其耐热性较低,通常用于浇注珩磨轮。如果制品在100℃以下加热一段时间,则固化的更好。
② 酸酐类固化剂 酸酐类固化剂需要加热固化,固化温度在130℃以上。其固化物有较高的耐热性。常用的有邻苯二甲酐。
③ 聚酰胺固化剂 聚酰胺用量多时制品韧性好,耐冲击;但耐热性差。用量少时制品耐热性高,耐腐蚀性好。
④ 酚醛树脂固化剂 液体酚醛树脂和粉状酚醛树脂都可以做环氧树脂的固化剂。用酚醛树脂固化的制品机械强度好,耐热性好,使用方便,是较好的固化剂。
(4)环氧树脂的稀释剂和增塑剂 为改善环氧树脂的某些性能需要添加一些辅助材料,主要有稀释剂和增塑剂。
① 稀释剂有活性稀释剂和非活性稀释剂。常用的非活性性稀释剂有丙酮、二甲苯、香蕉水等。活性稀释剂有501#活性稀释剂、609#活性稀释剂、环氧辛烷等。非活性稀释剂能与树脂互溶,将树脂的粘度降下来,但不参加反应,硬化过程大部挥发掉,降低制品的密度,增加收缩,残留部分也使机械强度有所降低。活性稀释剂除有降低树脂粘度的作用外在硬化过程中还参加固化反应,成为树脂的组成部分,因而制品的收缩小。使用活性稀释剂时固化剂用量要略有增加。
② 增塑剂 增塑剂也称增韧剂能降低环氧树脂的脆性,常用的非活性增塑剂有邻苯二甲酸二丁酯,磷酸三乙酯等。活性增塑剂有聚酰胺树脂、环氧酯、聚硫橡胶等。
非活性增塑剂在磨具制造中常用邻苯二甲酸二丁酯,它不参加固化反应但能增加树脂的柔韧性,同时降低树脂的粘度既起增塑作用也起稀释作用,但树脂的抗拉强度有所下降。活性增塑剂能参加固化反应,常用的聚酰胺树脂既是增塑剂又是固化剂,能使树脂的抗弯强度和抗冲击强度有所提高。
3、环氧树脂在磨具制造中的应用
(1)作酚醛树脂磨具的润湿剂 粉状酚醛树脂型料易结块,使用环氧树脂作润湿剂,可减少型料结块,提高松散性。环氧树脂与酚醛树脂发生反应固化时减少发泡废品,还可以提高制品的抛光性能。用于细粒度磨具有很好的效果。
(2)用于制造石墨抛光砂轮和磨转子槽砂轮都有较好效果。
(3)用于高速磨片和切断砂轮可减少使用中产生烧伤现象。
(4)用环氧树脂生产浇注制品如珩磨轮。
三、新酚树脂(XYLOK)
新酚树脂是由对苯二甲醇或对苯二甲醚与苯酚在催化剂作用下缩聚而成。为红褐色固体,比重1.6-1.7,软化点65℃-105℃,能溶于乙醇、丙酮等有机溶剂。
(1)新酚树脂的特点 新酚树脂粘结力强,化学稳定性好,耐热性能高,硬化时收缩小,制品尺寸稳定。粘结强度比酚醛树脂提高20%以上,耐热性提高10℃-20℃。新酚树脂制品可在250℃以下长期使用,制品耐湿耐碱。
(2)新酚树脂的硬化 乌洛托品可作新酚树脂的硬化剂,加入6-10%的乌洛托品在160℃-180℃的温度下可固化成不溶不熔的固体。用乌洛托品固化的制品耐热性较好。
(3)新酚树脂的应用 新酚树脂与酚醛树脂按1 :3混合使用不仅提高了酚醛树脂的强度,还提高了耐热性和磨削比。在生产工艺上使用热压较冷压制品强度高出约5%-30%,磨削效果也有提高。目前新酚树脂主要用于重负荷荒磨砂轮和金刚石砂轮。
四、聚胺基双马来酰亚胺树脂(PABM)
PABM树脂为淡黄色固体,比重1.28-1.30,熔点142-162℃,溶于甲苯、二甲苯等溶剂。
(1)PABM 树脂的特点 PABM树脂具有较高的机械强度,具有优良的耐热性,可在250℃以下长期使用。硬化过程不需另加固化剂,硬化时间短,较酚醛树脂约减少一半硬化时间,硬化温度为200℃-240℃。
(2)PABM树脂的应用 用于制造金刚石砂轮提高耐用度。用于制造磨螺纹砂轮,其尖角保持好。
PABM树脂应用的并不普遍,主要是价格高,并且没有高性能的润湿剂,因而影响了他的适用范围。
五、聚乙烯醇缩醛(PVA)
聚乙烯醇是由聚乙酸乙烯酯经醇解而制成的,为白色无味粉末,比重1.2-1.3,溶于热水,耐有机溶剂。
将聚乙烯醇溶于热水制成15-20%浓度的水溶液与磨料混合,然后加入甲醛水溶液及催化剂盐酸,充分搅拌后浇注到模具中,在60-80℃的温度下反应8-10小时,经水洗除酸干燥后即成抛光磨具。成品带有大量气孔,富于弹性。可用于抛光不锈钢、铜、铝等金属材料。也用于塑料、皮革等非金属材料的加工。但生产过程中水洗除酸,污染环境。
§4 辅助材料
常用的辅助材料有填充剂、润湿剂、增塑剂、稀释剂、偶联剂和补强材料。
一、填充剂 有粉状材料和颗粒状材料两种,石膏、萤石等是粉状材料、萘粒、氧化铝空心球等属颗粒状材料。
(1)半水石膏 CaSO4• H2O,比重2.3,用量1.5-6%。有明显的补强作用,能降低型料粘性、缩短硬化时间,减少起泡废品。用量大时制品吸水率增加,耐水性降低。石膏粉技术条件,见表3。

(2)冰晶石 Na3AlF6,比重2.95-3.01,用量1.5-5%,冰晶石熔点较低,可降低磨削热,增强自锐性,防止砂轮堵塞,提高砂轮强度。冰晶石的技术条件见表4。

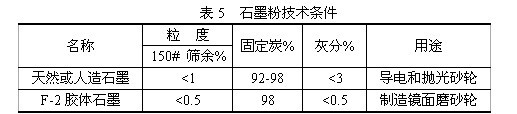
(3)石墨粉 主要用于抛光和导电磨削,要求粒度细,纯度高。高级镜面磨砂轮使用胶体石墨。石墨的技术条件见表5。
(4)硫化铁 FeS2,比重5,加入量1.5-3%,用于磨削不锈钢,可提高磨削效果。
(5)氧化铁 Fe2O3,比重5.2,加入量1.5-5%,氧化铁具有补强作用,提高磨具的耐热性,并有染色作用。
(6)萤石 CaF2,比重3.01-3.25,加入量5-10%,在磨削热作用下可以分解,增加磨具的自锐性,减少烧伤,提高效率。
(7)炭黑 C,比重1.8-2.1,加入量0.3-3%。
(8)铜粉 Cu,比重8.9,加入量20-50%,铜粉能增加导电能力,用于制造电解磨削用磨轮。
(9)萘粒、塑料颗粒、空心氧化铝 这类填料都是用于造成磨具中的气孔,在磨削时起散热排屑作用。
二、润湿剂 主要有酚醛树脂液、液体环氧树脂、糠醛、乙醇、糖水、机油等,机油能降低制品强度。
三、增塑剂 常用邻苯二甲酸二丁脂也用低聚酰胺、液体橡胶等作增塑剂,因其还能提高韧性,也称作增韧剂。
四、稀释剂 常用的稀释剂有乙醇、丙酮、二甲苯等。稀释剂大多在硬化加热时挥发,易引起制品起泡,应尽量少用。
五、偶联剂 能联结结合剂和被粘结物,提高粘结强度。常用的牌号有南大42#,A-151#,A-187#,A-189#等,但用在砂轮上的明显效果尚待考察。
六、纤维材料 主要起补强作用,常用玻璃纤维网格布,网格布的抗拉强度、耐热性、弹性和化学稳定性都很好。
(1)玻璃纤维网格布 磨具制造使低碱或有碱玻璃纤维网格布,因无碱产品成本较高。
磨具中用的网格布一般为45-60支加捻纱(支为1g纤维长的米数)。薄片砂轮可选10-30股纱,4-6目的网格布。一般砂轮选用20-40股纱,6-8目的网格布。网格布表面涂有酚醛树脂或环氧树脂等,以增加与制品的粘结性。但网格布存放时间过长时,则树脂变硬,失去柔韧性,影响与制品的粘结。
(2)短纤维 有的制品将切短的玻璃纤维或金属纤维直接在混料时加入型料中也有很好的补强效果。
七、金属材料 在制造重负荷荒磨砂轮时内部都加2-3只钢环,以增加强度,孔部有时也加金属保径圈,使强度有很大提高。
§5 树脂磨具的配方
树脂磨具的配方主要由磨料、润湿剂、结合剂和填料等组成并给出成型密度。如A80#磨具配方:
A80# 100
酚醛润湿剂 3
酚醛树脂粉 7
石膏粉 3
成型密度 2.31g/cm3
1、磨具硬度的调节
提高磨具硬度主要是增加结合剂量和提高成型密度。在同材质同粒度的配方中结合剂增加0.8-1.5份,成型密度增加0.02-0.05 g/cm3,可以增加一级硬度。
2、提高磨具强度
(1)增加结合剂量 提高成型密度,使用混合粒度磨料,都可提高磨具强度。
(2)加入适当的填充剂或玻璃纤维等。
(3)使用偶联剂(效果不甚明显)。
(4)对磨料进行净化处理;酸碱洗、水洗;煅烧。
(5)在磨具内加入玻璃纤维网格布,或金属环。
(6)成型时加大孔部密度,或孔部使用细号的磨料。
§6 树脂磨具的配混料
按配方算出投料量并增加消耗量,打制施工票,配料并混合型料。
一、混料的基本原则
(1)混料车间最好恒温,达不到恒温要求的,室温高用粘度高的润湿剂,粉状树脂的软化点也可以高一些,反之亦然。
(2)磨料粒度粗润湿剂粘度高些,粒度低粘度低些。
(3)磨料与润湿剂要混均匀,加入粉状树脂和填料后要迅速混均出料,不及时混均则易结块。
(4)加入粉状树脂和填料时要过筛,均匀加入。
二、混料工艺流程
(1)粗粒度树脂磨具的混料工艺流程见图3。

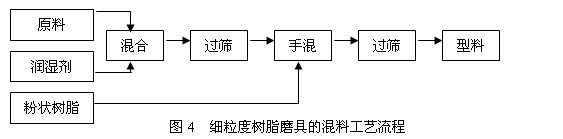
(2)细粒度树脂磨具的混料工艺流程见图4。
三、混料过程的调整
1、型料过湿
(1)改用高粘度的润湿剂。
(2)增加粉状树脂用量,减少液体树脂用量。
(3)使用干料;干料是混过液体树脂干燥后筛松的料,使用的树脂量要计入结合剂中。
(4)增加石膏粉用量,操作者允许调整量不超过配方规定量的1/3。
2、型料过干
(1)使用粘度低的润湿剂。
(2)加入少量溶液。
(3)增加液体树脂用量,相应的减少粉状树脂用量。
(4)减少石膏粉用量,操作者允许调整量不超过配方规定量的1/3。
四、混料时间及过筛的要求
(1)混料时间要适当,如时间太短则混合不均,时间太长则易发热而是料发粘结块。当磨料粒度细,树脂量大时混料时间需稍长。
(2)型料过筛不仅是消除结块,也是使型料混合均匀的重要方法。尤其是细粒度型料润湿剂混合过程和加入粉状树脂后的混合都应当辅以1-2次的过筛,随着磨料粒度的不同筛号也有粗细的变化。可参考的混料时间和过筛筛号,见表6。

§7 树脂磨具的成型
一、高速磨片和切断砂轮的成型
高速磨片和切断砂轮多采取冷压成型或低温热压成型,低温热压温度在80℃左右,脱模后再进炉硬化。热压制品较冷压制品密度大强度高,与网格布和保径环结合的好。高速磨片和切断砂轮的成型工艺流程,见图5。

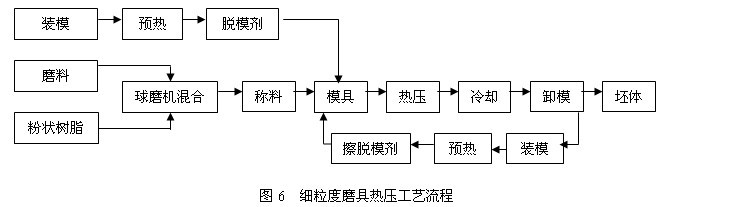
二、细粒度磨具的热压成型
粒度细硬度高的制品如小螺距磨螺纹砂轮等采取干粉料热压。将磨料和粉状树脂在球磨机中混合,球料比为1:1,混合30分钟左右,过20#筛,即为干粉状型料。将模具预热至50℃~60℃,涂脱模剂后,投料、括平、热压。热压温度185℃。保压时间为每毫米厚的制品保压2~3分钟。热压中间可放气1~2次。热压完成后冷却至100℃左右可卸模。细粒度磨具热压工艺流程见图6
三、重负荷荒磨砂轮热压成型
重负荷砂轮用新酚树脂与酚醛树脂以1:3的比例混合作结合剂,磨料用10#~20#锆刚玉,烧结刚玉或代以微晶棕刚玉热压成型,制件密度达到2.9~3.2g/cm3,孔部加入两只钢环增强。
重负荷砂轮结合剂用量比较大,达50%,常先冷压成型预干燥后再回模热压成型,热压温度120℃~140℃,热压中排气数次,保压一小时,冷却至60℃以下脱模,坯体经40小时固化,最高温度为185℃,保温4小时。重负荷砂轮热压工艺流程见图7。

制造衍磨轮和PVA抛光轮采取浇注成型。衍磨轮以环氧树脂作为粘结剂,乙二胺作为固化剂,冷硬化。
§8 树脂磨具的硬化与加工
树脂磨具硬化过程中,温度由室温升高后挥发物(包括水分)从磨具中挥发,如升温过快易起泡。粉状树脂也在升温过程中软化,磨具坯体强度降低,异形和厚度高、尺寸大的砂轮易变形、倒塌。树脂磨具硬化的最终温度为180℃~190℃,经一段保温时间后可冷却出炉。
制品硬化后成深褐色,硬化不足呈黄绿色,过硬化则炭化,变黑。
一、硬化设备
1、电加热
(1)电烘箱 为小型成品设备,作为实验用比较方便。容积约0.1~0.3m3 。
(2)热风炉 电加热,热风循环,容积约2~3m3
(3)红外线硬化炉 结构与热风炉近似,但建成隧道结构,长5~30m,分预热带、加热带、冷却带、功率20~150KVA。为连续性生产,产量比较高。
2、煤气加热 实际就是煤气加热的热风炉,如其结构设计合理,使用效果也较好。
3、干燥室 有些制品硬化前先预干燥,可减少制品发泡变形,缩短硬化时间。构成多为烧煤的室式结构,也有是合理利用余热的,依现场条件而定。干燥温度为80℃~110℃,干燥时间约8小时。
二、装炉方式
1、敞开法 将砂轮平放在托板上硬化。这种方法容易造成上下两面硬度不均。为使挥发物顺利排出,托板多制成带孔槽的结构,或使用耐火物、废切断砂轮等作托板。
2、加盖法 装炉时在制件上端盖上垫板,使坯体上下面受热尽量一致。对高速磨片还可在上盖上面加弹簧压紧;对切断砂轮增加上盖板的重量都有较好的硬化效果。
3、埋砂、围纸法 对于异形砂轮为防止硬化时变形,可埋入石英砂硬化,但因不与热空气直接接触,往往制品颜色欠佳。对于薄壁的筒形砂轮可在硬化时用牛皮纸围住,防止倒塌、变形。
三、硬化方法和曲线
1、硬化方法 对不易发泡变形的制品可采取不经过干燥工序直接硬化。而粒度细、硬度高、易发泡的制品则要增加预干燥工序,干燥温度80℃左右。粒度细、硬度高、规格大的制品还可用加压硬化罐,硬化升温的同时给予8~12个大气压力的压缩空气。个别产品还可采取带模硬化,但所占炉内容积大,操作笨重不便,一般不用。
2、硬化曲线 酚醛树脂制品硬化温度一般在185℃左右,环氧树脂制品可降低20℃左右的硬化温度,视具体情况而定。
硬化时间按制品大小、硬度高低与粒度的粗细而定。总的硬化时间在10~40小时之间,升温时间和最高温度保温时间如式(3),(4)

T——总的硬化时间(小时)
B——最高温度保持时间(小时)
S——升温时间(小时)
在升温过程中在80℃左右和110℃左右可安排一些保温时间,通常在2~3小时之间,以利于挥发物排出。
四、树脂磨具的加工 树脂磨具的加工设备、加工方法基本上与陶瓷磨具的加工相似。一般切断砂轮和钹型砂轮硬化后不再加工。








 豫公网安备41019702003604号
豫公网安备41019702003604号