

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201611063308.6申请人:华侨大学发明人:方从富刘冲赵再兴胡中伟徐西鹏
申请号:201611063308.6申请人:华侨大学
发明人:方从富 刘冲 赵再兴 胡中伟 徐西鹏
摘要: 本发明涉及一种树脂固结金刚石微粉叶序研磨盘,所述研磨盘包括树脂基体层和至少部分形成柱状叶序结构的树脂‑金刚石微粉工作层,且柱状结构的叶序排列满足基于H.Vogel平面叶序模型的轨迹均匀性理论。本发明还提供了上述研磨盘的制造方法,是先形成半固化的树脂基体层,再于半固化的树脂基体层上形成半固化的树脂‑金刚石微粉层,通过具有上述叶序排列圆柱孔的叶序压板压在树脂‑金刚石微粉层上使其至少部分形成相应的柱状叶序结构,再进行固化。本发明的研磨盘具有均匀研磨轨迹分布、顺畅的冷却液流动作用,可将加工中的形成研屑及时排出,能够大大提高研磨质量和研磨效率,防止磨盘堵塞。其制备方法简单易行。
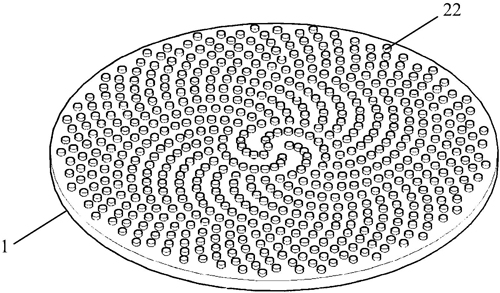
1.一种树脂固结金刚石微粉叶序研磨盘,其特征在于:包括树脂基体层和设置于树脂基体层之上的树脂-金刚石微粉工作层,所述树脂-金刚石微粉工作层包括叶序排列的若干柱状结构,所述柱状结构的叶序排列满足基于H.Vogel平面叶序模型的轨迹均匀性理论,即满足θ=86°×n、其中θ和r分别为第n个柱状结构的极角和极径;其中所述金刚石微粉的粒度为0.1~40μm,所述柱状结构的直径为1~5mm。
2.根据权利要求1所述的树脂固结金刚石微粉叶序研磨盘,其特征在于:所述柱状结构为圆柱形、正六棱柱或正三棱柱形。
3.根据权利要求1所述的树脂固结金刚石微粉叶序研磨盘,其特征在于:所述树脂基体层的厚度为15~35mm,所述柱状结构的高度为2~5mm。
4.根据权利要求1所述的树脂固结金刚石微粉叶序研磨盘,其特征在于:所述树脂-金刚石微粉工作层还包括连接子层,所述连接子层设置于所述树脂基体层和所述柱状结构之间。
5.一种树脂固结金刚石微粉叶序研磨盘的制作方法,其特征在于包括以下步骤:1)提供具有磨盘型腔的模具底座以及与所述模具底座配合的叶序压板,所述叶序压板底面设置有若干呈叶序排列的圆柱孔,所述圆柱孔的叶序排列满足基于H.Vogel平面叶序模型的轨迹均匀性理论,即满足θ=86°×n、其中θ和r分别为第n个圆柱孔的极角和极径;2)将树脂混合液注入所述模具底座的磨盘型腔内,于60℃~100℃固化1~5分钟,形成半固化的树脂基体层;3)向所述半固化的树脂基体层表面注入树脂-金刚石微粉混合液,于60℃~100℃固化1~5分钟,形成半固化的树脂-金刚石微粉层,压上所述叶序压板,压力控制在5~15N以使所述树脂-金刚石微粉层至少部分形成呈所述叶序排列的柱状结构,继续加热5~10分钟使其完全固化,形成所述树脂-金刚石微粉工作层,取下所述模具底座和叶序压板,清除多余树脂,修整后形成所述树脂固结金刚石微粉叶序研磨盘。
6.根据权利要求5所述的树脂固结金刚石微粉叶序研磨盘的制造方法,其特征在于:所述树脂混合液是由冷镶嵌树脂和固化剂按1:(0.5~1.5)体积比例混合形成;所述树脂-金刚石微粉混合液是由冷镶嵌树脂、固化剂和金刚石微粉按1:(0.5~1.5):(0.3~0.8)体积比例混合形成。
7.根据权利要求6所述的树脂固结金刚石微粉叶序研磨盘的制造方法,其特征在于:所述金刚石微粉的粒度为0.1~40μm。
8.根据权利要求5所述的树脂固结金刚石微粉叶序研磨盘的制造方法,其特征在于:所述压板圆柱孔的深度为2~5mm,直径为1.2~4.5mm。








 豫公网安备41019702003604号
豫公网安备41019702003604号