

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201610766613.5申请日:2016.08.30国家/省市:中国江苏(32)公开号:106238831A公开日:2016.12.21主分类号:B23F15/06(2...
申请号: 201610766613.5 申请日: 2016.08.30
国家/省市: 中国江苏(32)
公开号: 106238831A
公开日: 2016.12.21
主分类号: B23F 15/06(2006.01)
分类号: B23F 15/06(2006.01); B23F 5/02(2006.01)
申请人: 中车戚墅堰机车车辆工艺研究所有限公司
发明人: 颜力; 张鹏飞; 王文健; 唐亮
代理人: 贾海芬
代理机构: 常州市维益专利事务所(32211)
申请人地址: 江苏省常州市五一路258号
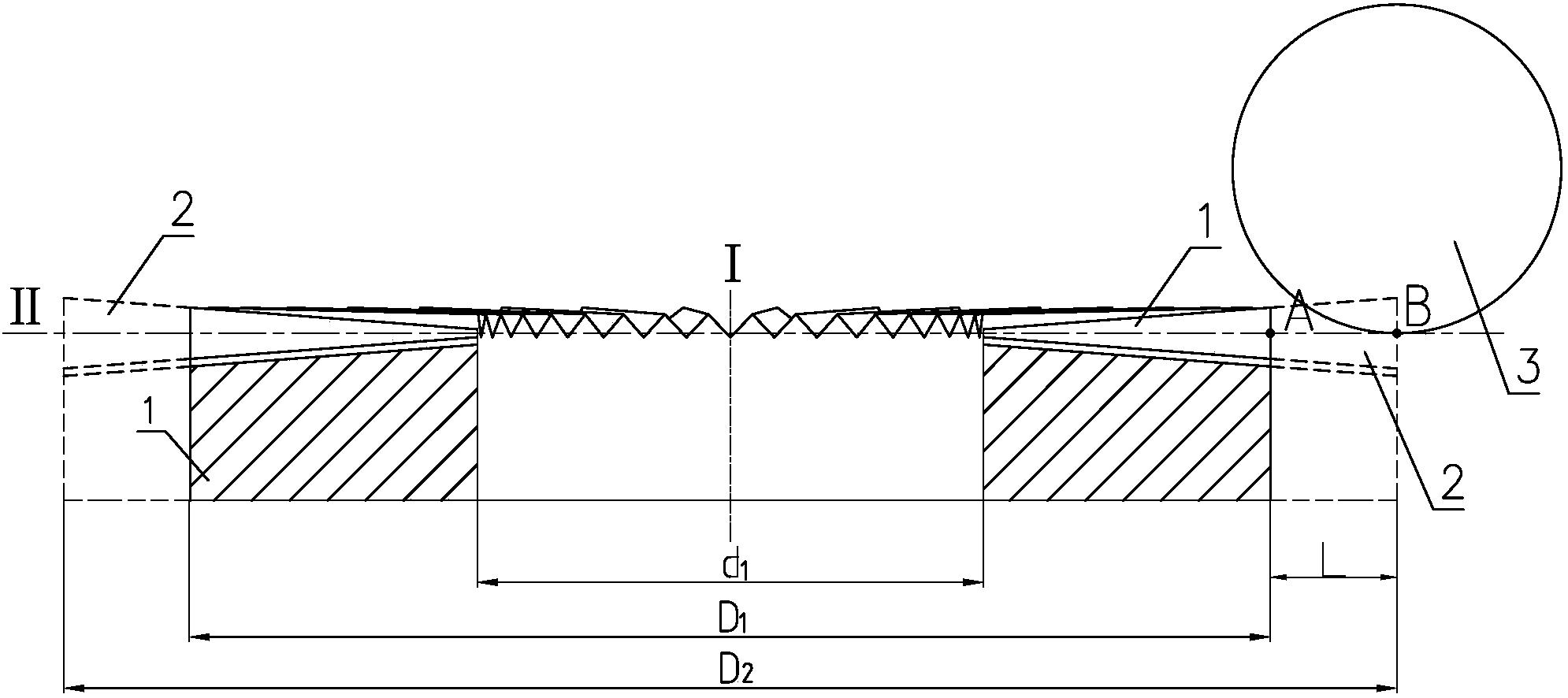
摘要: 本发明涉及一种端面齿盘变模数的磨削加工方法,包括以下步骤:将粗铣齿面后待磨端面齿盘装在分度机构上;修整磨床上砂轮的齿形角;找正待磨端面齿盘的中心轴线Ⅰ;找正任意对称齿槽的齿槽中心轴线Ⅱ,将待磨端面齿盘的大端直径D1与齿槽中心轴线Ⅱ交点作为初始点,砂轮移动到交点A处并与其相切;根据设定端面齿盘根据磨床设定端面齿盘参数得到两大端直径之间1/2差值的单边大端差值L;将砂轮平移单边大端差值L的距离至B点,使砂轮与B点相切作为磨齿起点,根据磨床设定端面齿盘参数对该齿槽进行磨削,制得变模数端面齿盘。本发明能在现有磨床能实现各种模数的端面齿的磨削加工,操作方便,能提高机床设备的通用性和生产效率。
主权利要求
1.一种端面齿盘变模数的磨削加工方法,其特征在于:包括以下步骤:a、将粗铣齿面后需变模数加工的待磨端面齿盘装在磨床的分度机构上,所述待磨端面齿盘具有变模数端面齿盘参数的齿数为z1、、小端直径为d1和大端直径为D1;b、修整磨床上砂轮的齿形角,使砂轮的齿形角与待磨端面齿盘的齿形角α1相同;c、根据待磨端面齿盘的大端直径D1外圆周或/和小端直径d1内圆周找正待磨端面齿盘的中心轴线Ⅰ;d、根据待磨端面齿盘的节平面,找正任意左右对称齿槽的齿槽中心轴线Ⅱ,夹紧固定待磨端面齿盘,将待磨端面齿盘的大端直径D1的外圆周与齿槽中心轴线Ⅱ的交点作为初始点,将砂轮移动到交点A处与其相切;e、根据磨床设定端面齿盘参数的模数m2以及齿数z2得到设定端面齿盘的大端直径D2,且设定端面齿盘的齿数z2、齿形角α2以及小端直径d2与变模数端面齿盘的齿数z1、齿形角α1以及小端直径d1相同,通过设定端面齿盘的大端直径D2与待磨端面齿盘的大端直径D1之间1/2差值得到单边大端差值L;f、将砂轮沿着待磨端面齿盘的齿槽轴心线Ⅱ向着远离中心轴线Ⅰ方向平移单边大端差值L的距离至B点,使砂轮与B点相切作为磨齿起点,根据磨床设定端面齿盘参数对该齿槽进行磨削,在完成该齿槽加工后砂轮退回磨齿起点,转动分度机构进行下一个齿槽的磨削至到加工完毕,制得变模数端面齿盘。








 豫公网安备41019702003604号
豫公网安备41019702003604号