

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201510203273.0申请日:2015.04.27国家/省市:中国济南(88)
申请号: 201510203273.0 申请日: 2015.04.27
国家/省市: 中国济南(88)
公开号: 104816234A
公开日: 2015.08.05
主分类号: B24B 35/00(2006.01)
分类号: B24B 35/00(2006.01)
申请人: 济南大学
发明人: 郭培全; 牛金涛; 王辉
申请人地址: 山东省济南市南辛庄西路336号
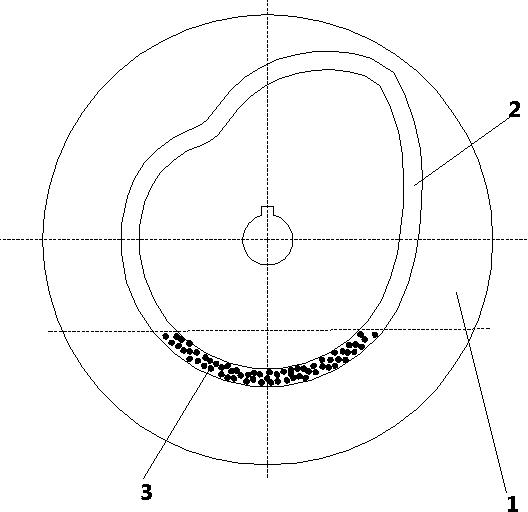
摘要: 一种盘状槽型凸轮槽道的超精研加工方法,属于复杂机械零件槽道表面超精研加工技术领域。传统数控插补砂轮磨削加工方式磨削精度受到限制,难以满足超高精度加工要求。本方法具体为将待研磨的盘状槽型凸轮安装于旋转轴,由电动机带动旋转轴旋转,将游离磨粒填充于待研磨的盘状槽型凸轮槽道内,电动机开始工作后,待研磨的盘状槽型凸轮开始绕旋转轴轴线旋转,处于盘状槽型凸轮槽道内的游离磨粒在自身重力及离心力的作用下对槽道表面进行研磨。采用本方法研磨加工精度高,可以满足超高精度加工要求。
主权利要求 1.一种盘状槽型凸轮槽道的超精研加工方法,将待研磨的盘状槽型凸轮安装于旋转轴,由电动机带动旋转轴旋转,将游离磨粒填充于待研磨的盘状槽型凸轮槽道内,电动机开始工作后,待研磨的盘状槽型凸轮开始绕旋转轴轴线旋转,处于盘状槽型凸轮槽道内的游离磨粒在自身重力及离心力的作用下对槽道表面进行研磨,其特征在于,在研磨加工过程中盘状槽型凸轮槽道封闭,以防游离磨粒外溅。








 豫公网安备41019702003604号
豫公网安备41019702003604号