

 手机资讯
手机资讯 官方微信
官方微信摘要 随着整车轻量化科技的进步,复合材料以及轻质铝材将会越来越多的出现在汽车的车身成型技术中。同等质量下强度更高、重量更轻的碳纤维复合材料从眼下来看无疑是一个非常靠谱的选择。传统成型工艺...
随着整车轻量化科技的进步,复合材料以及轻质铝材将会越来越多的出现在汽车的车身成型技术中。同等质量下强度更高、重量更轻的碳纤维复合材料从眼下来看无疑是一个非常靠谱的选择。传统成型工艺分类
要探讨碳纤维单体壳车身的成型,就必须先来了解一下目前汽车制造行业里关于车身部件成型的方式究竟有哪几种。
以材料作区分,我们可以把车身结构件及覆盖件成型方式分为冷、热轧处理和热塑成型两种。
金属构件一般采用冷轧或热轧技术进行结构成型,不在本文讨论范围之内,暂且不表。热塑成型则主要运用于除金属零件之外的复合材料成型。根据模具的成型原理不同,一般运用在汽车产品上的非金属零件成型工艺无外乎注塑、吹塑、吸塑这几大类型。当然,在这几大类型还可再细分出二次注塑、阴模吸附等门类,此处不多赘述。
碳纤维单体壳成型工艺
对传统材料成型工艺有了了解,再谈碳纤维单体壳车身的工艺特殊性就容易理解多了。从本质上碳纤维单体壳属于复合材料结构的范畴,所以在成型技术上也与传统材质有着很大区别。
整体上看,作为复合材料的碳纤维单体壳车身只需一道工序就可以完成材料的成型以及结构的成型,这也就使得碳纤维单体壳车身在设计之初就必须把结构设计和材料的成型工艺紧密的联系起来。当然,这种将材料成型和结构成型同时完成的特质也为其成型方法提供了更多选择。
以碳纤维为代表的树脂基复合材料的成型工艺可以分为纤维预浸成型和预成型件树脂转移模塑成型。说来拗口,简单点描述,前者就是先将碳纤维帘布提前在树脂里进行浸泡,让树脂包覆在这块帘布上。由于帘布上已经布满了树脂,所以在成型的过程中就不再需要树脂。后者则是先将帘布铺在模具上,然后在成型过程中加入树脂,这一成型方式基本等同于传统车型上塑料零件加玻纤的成型方式。
正如上一期在介绍碳纤维单体壳车身时说到的那样,哈尔滨工业大学HRT车队的赛车均采用碳纤维预浸成型技术,而这一技术的优势只有两个字——成本。
具体来看,根据所用设备的不同,碳纤维预浸成型技术又可分为热压罐成型、真空袋成型、压力袋成型、软膜成型以及压膜成型五种。
其中,热压罐成型是目前运用最为广泛的先进复合材料成型工艺,F1赛车的碳纤维零件就是采用这一技术打造的。按此工艺,经过预浸处理的碳纤维材料依照成型工艺的要求贴服在模具上形成毛坯,然后通过各种辅助材料将毛坯根据所需特征进行隔离,最后再在真空压力、均匀的温度以及空气压力下实现树脂的固化。
论及好处,热压罐成型方法得到的零件具有最均匀的树脂含量、更为紧密的内部结构,而零件的内外表面质量也得以很好的保证。当然,其最大的弊端就是模具成本太高,非金属模具难以胜任,且较大的压力还有可能造成蜂窝夹层结构的破坏,所以并不适用于哈尔滨工业大学HRT车队的三明治车身结构。
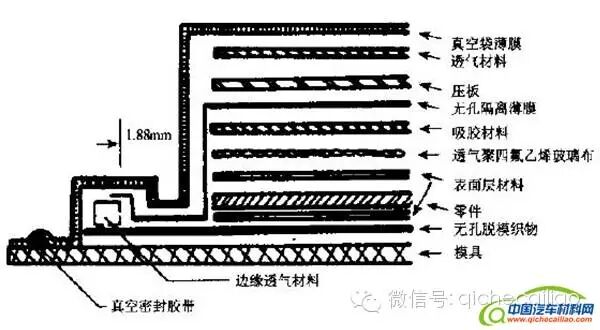
热压罐成型示意图
为了解决成本的问题及工艺对成型结构的限制,哈尔滨工业大学HRT车队赛车的单体壳车身选用了真空袋成型方法。这一成型方法与塑料零件的吸塑原理相类似,即用真空袋形成类似于注塑模具中的阳模,阴模依然存在,通过对模具抽真空,进而使得碳纤维预浸布夹在其中完成成型。
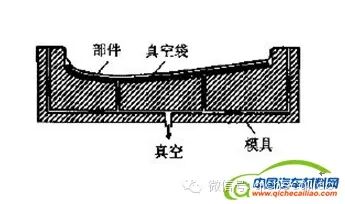
真空袋成型示意图
另外,由于运用了碳纤维预浸布,所以在成型过程中无需考虑树脂材料的注料口,也不需要再去考虑树脂材料的固化问题,只需要在模具上制作真空孔,并且设定合适的出模角度就可以完成。与此同时,对于碳纤维单体壳车身这种出模就需要内部架构的零件而言,真空袋成型方法还很好的解决了内部结构容易倒扣和脱模问题,因此正对HRT车队的胃口。
成本方面,众所周知,由硬质的阴阳两模构成的模具结构是无法一次性构成内部中空的立体结构的,而真空袋成型方法中真空袋的作用可以认为是起到阳模的作用,且在成型结束之后,只需要把真空袋拆掉就可以,完全不存在零件无法脱模的问题。故HRT车队的碳纤维单体壳车身仅仅需要上下两幅阴模即可成型,这便大大节省了制造模具的所需花销。
当然,真空袋成型方法的缺点也很明显。
首先,由于真空压力最多只能达到0.1Mpa,所以这一成型工艺仅仅适用于1.5mm以下的碳纤维材料以及蜂窝夹层结构。
其次,由于采用真空袋来充当阳模,所以零件内表面的质量真心不敢恭维。
但对于HRT赛车而言,这些都不是问题。其一,1.5mm以下的碳纤维材料已经足够造车之用。其二,零件的内表面并非A面,不会影响外观。更何况,零件内表面的质量完全取决于铺设预浸布和真空袋时的手工质量,只要多加细心,便会大有改观。
具体来说,哈尔滨工业大学HRT车队的碳纤维单体壳车身在成型过程中对于模具内部材料的铺设分为三层。第一层是预浸布,第二层则是经过随型处理的蜂窝铝材料,第三层还是预浸布。三层材料之外,是最外层的真空袋。
而为了保证成型的真空度,HRT车队在进行碳纤维单体壳车身成型时又在模具的外表面覆盖了一层真空袋。所以当模具放入烘烤炉进行成型的时候,看上去就像是一只正在烤制的叫花鸡。成型之后,上下模具拆开,HRT车队的碳纤维单体壳也就大功告成。









 豫公网安备41019702003604号
豫公网安备41019702003604号