

 手机资讯
手机资讯 官方微信
官方微信摘要 1、如何改善板坯轧制后的研磨痕?(上图成品中厚板表面断续呈线性分布于表面,大多与板坯垂直方向呈约30︒度角。这是因为通常采用45︒角修磨后,在压延伸展后板材垂直方向有所拉伸所造成的...
1、如何改善板坯轧制后的研磨痕?
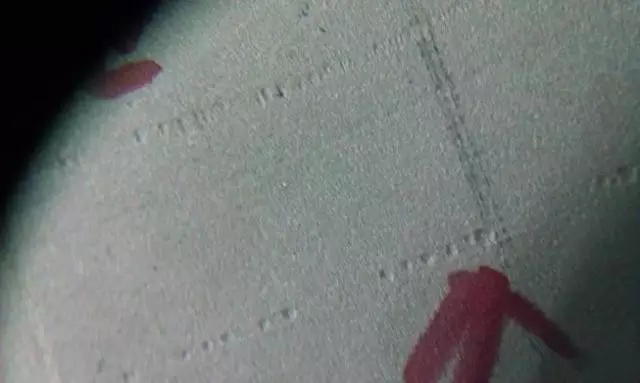
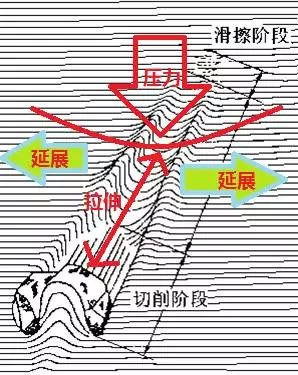
(上图成品中厚板表面断续呈线性分布于表面,大多与板坯垂直方向呈约30︒度角。这是因为通常采用45︒角修磨后,在压延伸展后板材垂直方向有所拉伸所造成的。)
答:研磨痕主要和板坯修磨和轧制工艺有关;轧制厚板比薄板更容易出现研磨痕,主要是由于砂轮在板坯表面修磨后所留下的凹痕无法在轧制压延时被完全展开压平(薄板需要压延的压力和次数多于中厚板,因此较少出现研磨痕);另一方面,修磨板坯时的各项应用参数也与之有着密切的关联:包括磨料粒度,磨料种类,修磨压力,角度,板坯温度等等。其中最直接可以改善研磨痕的就是降低磨料粒度,并且采用粗精磨配合即大压力(粗磨)之后小压力(精磨),在一定程度上即可改善板坯研磨痕的问题。
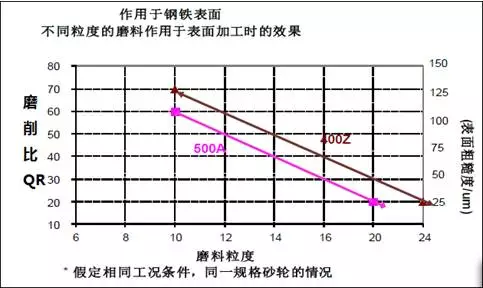
趋势图仅供参考
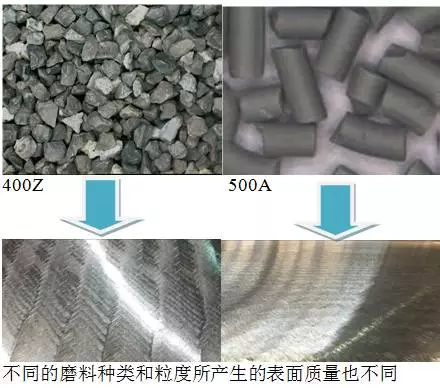
答:根据磨削特性通常意义上来说,粒度越粗,寿命越长,反之则寿命越短;而粗糙度要求越高的工件则需要粒度越细的砂轮来修磨,否则将很难达到既定的粗糙度要求。除了磨料的粒度之外,磨料的种类也是直接影响粗糙度的一个重要因素;在粗磨产品中,不规则外形的锆刚玉虽然在寿命上较柱状刚玉要更长,但在表面粗糙度的表现上却远远低于后者。在选择修磨砂轮之前,需要了解终端用户的理想既定值,即以粗糙度为优先还是以砂轮寿命为先,然后根据既定的成品板坯表面质量来判断粗磨后的板坯表面需要达到的粗糙度(这个过程需要摸索和反复论证)作为选择标准来选择使用的粒度和磨料种类;常见的判断标准是工件表面的Ra或Rz值,板坯荒磨常用Rz或Rzmax,而轧辊磨等较为精细的工件则常用Ra作为判断标准。
3、Ra和Rz之间有什么区别?
答:所谓的表面粗糙度就是加工表面上具有的较小间距和峰谷所组成的微观几何形状特性。表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀具或砂轮与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动等。由于加工方法和工件材料的不同,白加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。表面粗糙度与工件的配合性质、耐磨性、疲劳强度、接触刚度、振动和噪声等有密切关系,对机械产品或工件的使用寿命和可靠性有重要影响。常见的评定参数有Ra、Rz、Ry;其中Ra和Rz较为常见。
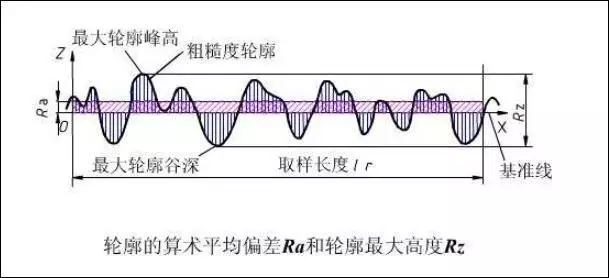
Rz(微观轮廓波峰波谷之和):在取样长度lr内,最大轮廓峰高和最大轮廓谷深之和的高度。单位:μm 微米
(GB/T3505-2000 这里Rz的定义和GB/T3505-1983中的定义已经完全不同。GB/T3505-1983中Rz曾指示“不平度的十点高度”。)








 豫公网安备41019702003604号
豫公网安备41019702003604号