

 手机资讯
手机资讯 官方微信
官方微信摘要 在刀具产品的制造过程中,为提高产品的使用性能及外观质量,对棱边倒圆提出了一定的工艺要求。实现棱边倒圆的工艺方法较多,应根据生产条件和质量要求,并综合考虑生产效率、生产成本、设备可行...
在刀具产品的制造过程中,为提高产品的使用性能及外观质量,对棱边倒圆提出了一定的工艺要求。实现棱边倒圆的工艺方法较多,应根据生产条件和质量要求,并综合考虑生产效率、生产成本、设备可行性等因素确定具体方法。棱边倒圆的基本工艺原理是用含磨料的介质作用于工件棱边,并形成一定的相对运动,以去除部分棱边材料。含磨料介质与工件的作用方式决定了倒圆工艺及设备的复杂程度。在刀片加工中,用磨料刷子进行棱边倒圆是一种较易实现、简便实用的工艺方法。
用具有一定动能的介质(如磨料刷子)对工件棱边进行倒圆时,获得的圆角半径尺寸往往分散性较大(如实测某刀片倒圆后的圆角半径r,最大倒圆半径rmax可达最小倒圆半径rmin的2倍以上,尺寸变动范围超过设计要求),且工件截形越复杂,倒圆尺寸的分散性越大。因此,保证倒圆半径尺寸的均匀性是提高棱边倒圆工艺可行性和实用性的关键。
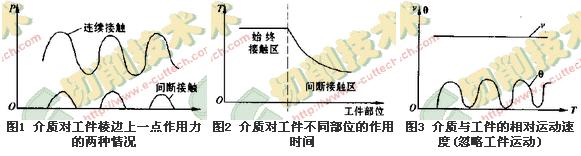
在棱边倒圆加工中,介质对工件棱边的去除作用是周期性反复进行的,在每一加工周期中,介质都去除微量体积的棱边材料。影响倒圆尺寸均匀性的主要因素包括介质作用于工件的作用力P、介质与工件的相对运动速度(包括速度v和与棱边的夹角q)、工件不同部位被介质作用的时间T等。上述各因素的变化规律分别如图1、图2、图3 所示。由图可知,工件上各点受介质作用的速度基本相等,而工件不同部位受介质作用的时间和作用力则是可变因素。因此,可通过调整作用时间和作用力使加工后各处棱边的倒圆半径趋于一致。
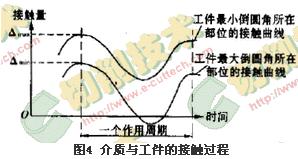
在介质与工件的接触过程中,可用接触量综合代表作用力P和对工件不同部位的作用时间T,接触过程则是接触量随时间变化的过程。当采用特定的运动方式时,可对接触量的变化进行精确描述。在试验条件下,在一个作用周期中用接触量表示的介质与工件的接触过程如图4所示。
对几种刀片进行的倒圆加工试验证明,通过按上述原理调整接触量,可使圆角半径r值的不均匀性[(rmax-rmin)/rmin]×100%由原来的高于100%降低到30%左右。
文章来源:中国刀具信息网








 豫公网安备41019702003604号
豫公网安备41019702003604号