

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201610933760.7申请日:2016.10.31国家/省市:中国上海(31)公开号:106584296A公开日:2017.04.26主分类号:B24D18/00(2...
申请号: 201610933760.7 申请日: 2016.10.31
国家/省市: 中国上海(31)
公开号: 106584296A
公开日: 2017.04.26
主分类号: B24D 18/00(2006.01)
分类号: B24D 18/00(2006.01)
申请人: 上海航天精密机械研究所
发明人: 郭国强; 陈明; 林立芳; 杨长祺; 李中权; 成群林; 梁星慧; 刘普林
代理人: 金家山
代理机构: 上海航天局专利中心(31107)
申请人地址: 上海市松江区贵德路1号
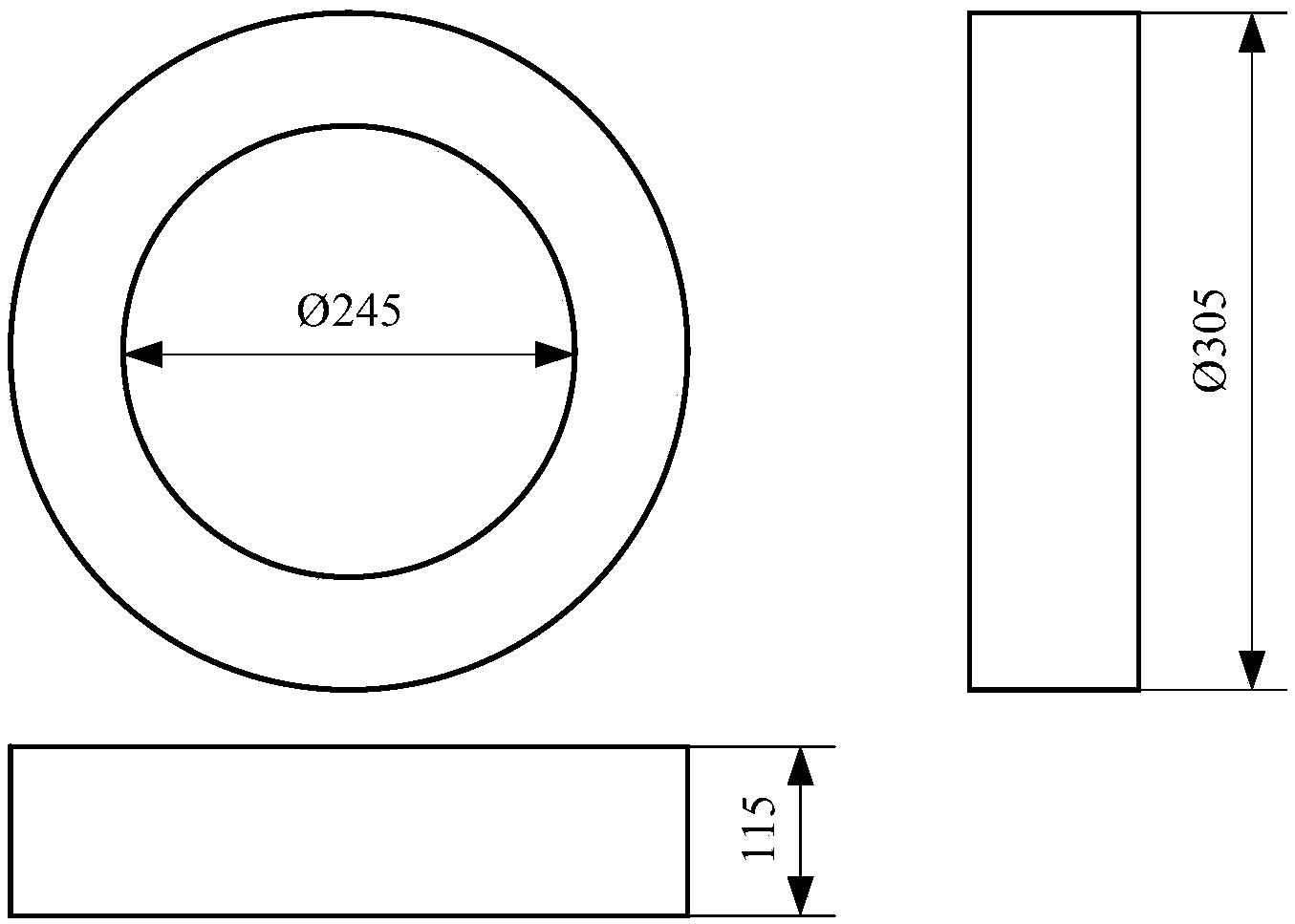
摘要: 一种非API螺纹环规电镀超硬磨料成型砂轮基体结构设计方法,该超硬磨料成型砂轮和磨削加工方法针对一种非API螺纹环规零件,采用超硬磨料成型砂轮和优化的成型磨削加工方法,从而避免非API螺纹环规磨削烧伤现象的出现。超硬磨料成型砂轮结构设计包含砂轮基体结构设计和砂轮工作型面结构设计,超硬磨料成型砂轮基体结构设计包含砂轮基体外形结构设计,砂轮沟槽因子设计,砂轮的断续周期即沟槽数量设计和砂轮的开槽参数设计;超硬磨料成型砂轮工作型面结构设计包含砂轮齿形结构设计和边角临界位置结构设计。结合优化的超硬磨料砂轮成形磨削加工参数,解决非API螺纹环规粗磨削加工过程中的磨削烧伤问题和高效磨削加工需求。
主权利要求
1.非API螺纹环规电镀超硬磨料成型砂轮基体结构设计方法,其特征在于,包括以下步骤:步骤一,设计砂轮基体外形结构尺寸,包括砂轮的外径、内孔直径、砂轮宽度、砂轮顶部磨削位置厚度尺寸;步骤二,设计砂轮的沟槽因子;步骤三,设计砂轮的断续周期即沟槽数量;步骤四,设计砂轮的开槽参数;步骤五,设计砂轮齿形结构尺寸,包括齿顶高度,齿顶宽度,砂轮承载面角度,砂轮导向面角度尺寸;步骤六,设计砂轮边角临界位置结构尺寸,包括砂轮承载面齿底位置结构尺寸,砂轮承载面齿顶位置结构尺寸,砂轮导向面齿顶位置结构尺寸,砂轮导向面齿底位置结构尺寸;步骤七,采用电镀超硬磨料成型砂轮,选用优化的磨削加工参数和冷却方式,粗磨削零件螺纹;步骤八,超声波清洗,检验。








 豫公网安备41019702003604号
豫公网安备41019702003604号