

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201510069172.9申请日:2015.02.10国家/省市:中国江苏(32)公开号:105983916A公开日:2016.10.05主分类号:B24D18/00(2...
申请号: 201510069172.9 申请日: 2015.02.10
国家/省市: 中国江苏(32)
公开号: 105983916A
公开日: 2016.10.05
主分类号: B24D 18/00(2006.01)
分类号: B24D 18/00(2006.01)
申请人: 江苏苏砂砂轮有限公司
发明人: 孙桂明
申请人地址: 江苏省泰州市姜堰区桥头镇工业集中区
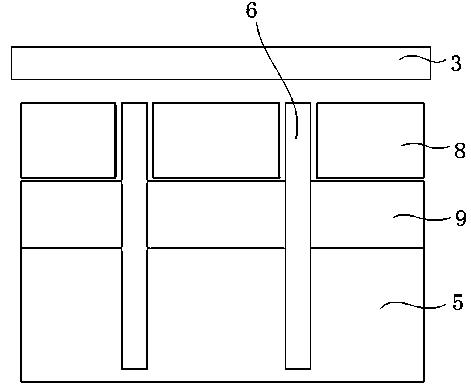
摘要: 本发明公开了一种网孔砂轮制形加工装置,包括付压板及制形模具箱,所述制形模具箱内填充砂轮原料,所述制形模具箱内钎入若干光杆,所述制形模具箱上端设置第一多孔板和第二多孔板,所述第二多孔板的孔洞孔径与光杆的截面直径一致,所述第一多孔板的孔洞孔径超过光杆的截面直径至少0.5cm,所述光杆依次贯穿第一多孔板和第二多孔板钎入制形模具箱内。本实用将原来的扩孔式多孔板改换两块孔径不同的多孔板,不但能顺利地压制网孔砂轮的网孔,并且在加工完毕后能够分批顺利取下。并且本发明相比于原来的扩孔式多孔板生产一块常规网孔砂轮坯需要40分钟相比,可以节约至少30分钟,大大提高了网孔砂轮的加工效率。
主权利要求
1.一种网孔砂轮制形加工装置,包括付压板(3)及制形模具箱(5),所述制形模具箱(5)内填充砂轮原料,所述制形模具箱(5)内钎入若干光杆(6),其特征在于:所述制形模具箱(5)上端设置第一多孔板(8)和第二多孔板(9),所述第二多孔板(9)的孔洞孔径与光杆(6)的截面直径一致,所述第一多孔板(8)的孔洞孔径超过光杆(6)的截面直径至少0.5cm,所述光杆(6)依次贯穿第一多孔板(8)和第二多孔板(9)钎入制形模具箱(5)内。








 豫公网安备41019702003604号
豫公网安备41019702003604号