东莞光亮磨料磨具
13763286605批发棕刚玉磨料 正斜三角圆球抛磨块 去毛刺研磨石倒角磨料


- 分类:普通磨料>人造刚玉
- 供应商:东莞光亮磨料磨具
- 规格:可订做
- 磨削精度:120
- 价格:1.00 RMB
- 单位:张
- 供应数量:大量供应
- 最小起订量:1
- 供应地:广东省>东莞市
- 用途:各种五金工件表面处理
- 有效期:长期有效
- 立即询盘
详情说明
谭小姐:13763286605
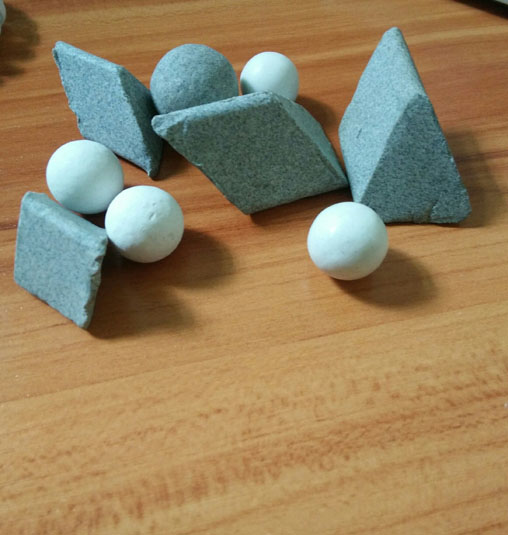
棕刚玉研磨石主要用于零件“粗磨”,与研磨液一起配合使用效果更好,从外形上分为圆球形、正三角形、斜三角形、圆柱形、三星形、四星形等各种规格和形状。磨削效率最高,可去除工件粗毛刺、飞边、氧化皮、锈斑、纹痕等,为下一道工序“精磨”也就是表面抛亮打下坚固的基础。
适合于不同材质、尺寸、形状的产品,根据相应研磨抛光表面要求,进行去毛刺、除飞边、去氧化膜(除黑膜)、除锈、倒角、倒圆、表面修整(去刀痕,除加工纹路),进行细磨精磨,提高表面光洁度,振光抛光等研磨抛光工艺。
按形状划分为:
圆锥型研磨石、圆柱型研磨石、斜圆柱型研磨石、正三角型研磨石 全面覆盖从1mm以内的尺寸规格到60mm的尺寸规格。
使用方法:
工件形状、研磨设备形状与规格、磨料与工件的比例、磨料的形状与规格、磨料的粒度等与研磨的品质、研磨的时间、研磨的成本都是息息相关的。
1、 圆弧面件 球形、圆柱形、球的半径应小于工件圆弧面半径。 粗抛:2:1-3:1; 中精抛:3:1-5:1;粗抛磨料DSSM70-120M,磨削效率,可去工件粗毛刺、飞边、氧化皮、锈斑、纹痕等。
2、平面较多餐具、刀具 球形、三角形、斜圆柱形、方形工件应大于磨料的一倍左右。粗抛2:1-3:1; 中精抛3:1-5:1;中抛磨用磨料DSSM120-240M去除金属、非金属工件小毛刺、飞边、细纹痕等,可加工粗抛后需中抛的工作。
3、 刚性较强件、磨具形状不限、磨料尺寸应大于工件、可提高磨削工效、便于分选。 粗抛:2:1-3:1; 中精抛4:1-6:1; 精抛磨光饰用磨料DSSM¢2. O1000M-¢14, 主要用于粗抛磨及中抛磨后需精抛磨的工件和一次性精抛磨的表面光饰。
4、 易变形性(薄片薄壁件、细长件) 工件越小,选择磨料尺寸就小,一般用球形、圆柱形、方形。 中抛2:1-3:1; 精抛4:1-6:1;超精抛光饰用磨料DSSM¢101200M-¢2.5 用于金属、非金属工件超精光饰加工。
孔、带槽件需穿孔槽件,磨料应小于孔的2/10-3/10,以防堵塞,表面抛光应大于孔槽的1/3-2/5,用球形、斜圆柱形、三角形。 粗抛:2:1-3:1; 中精抛:3:1-5:1; 塑料磨料DSSM ¢400-¢2.5 用于软质金属、铝、锌、铜等合金件粗、中、精抛磨,达到光饰效果。
螺纹件 磨料选择球形、圆锥体形、以防碰伤螺纹及变形。



