
郑州德爱蒙超硬工具有限公司
13683830144供应金刚石油石
- 分类:固结磨具>磨石 油石
- 供应商:郑州德爱蒙超硬工具有限公司
- 价格:面议
- 单位:克拉
- 供应数量:大量供应
- 最小起订量:1
- 有效期:长期有效
- 立即询盘
详情说明
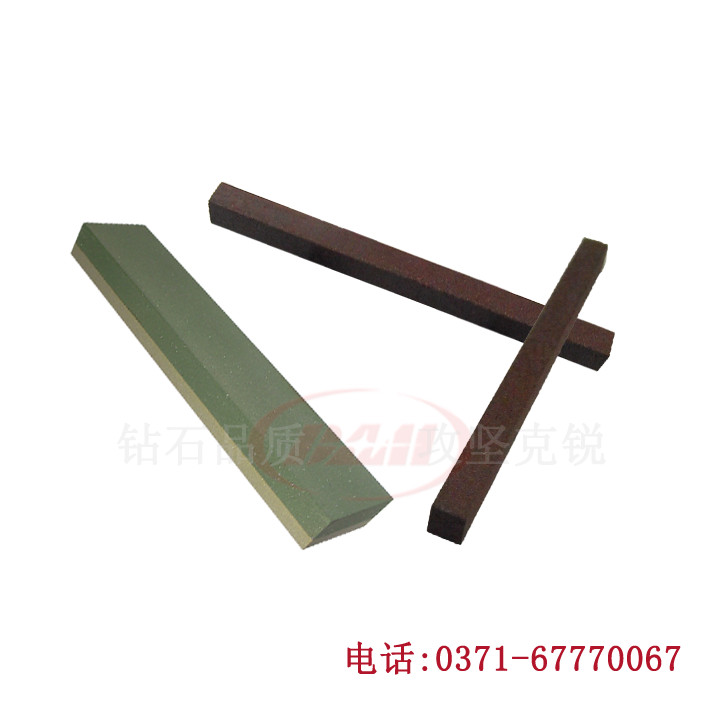
【品名】金刚石油石条
【规格1】宽度27mm 总高度15mm 磨料层厚度10mm/5mm 总长度150mm
(27*15*10/5*150)
【规格2】 宽度3mm 总高度3.5mm 总长度57mm
(3*3.5*57)
【规格3】 宽度12mm 总高度12mm 总长度50mm
(12*12*50)
【粒度】粒度越细,磨出来工件的光洁度越高
100/120 120/140 140/170 70/200 200/230 230/270
270/325 325/400 W40 W28 W20 W14 W10
【磨料】人造金刚石 【结合剂】树脂
使用范畴:
金刚石磨料具有硬度高、抗压强度高、耐磨性好的特性,使金刚石砂轮在磨削加工中成为磨削硬脆材料及硬质合金的理想工具。金刚石砂轮不但效率高、精度高,而且金刚石砂轮的粗糙度好、消耗少、保用寿命长,同时还可以改善劳动条件,主要用于玻璃、陶瓷、铁氧体、半导体材料等硬脆性材料和金属材料的研磨加工、硬质合金材料的外形加工、电解磨削加工以及磨削加工中心用金刚石钻头的磨削等重负荷切割。
选用方法:
浓度是金刚石在工作层中所占的百分比。如要求较高的生产效率、对工件表面的粗糙度要求不高、砂轮工作面宽等情况下,都选用高浓度的砂轮;反之选用低浓度的。树脂结合剂砂轮一般选用75%-100%浓度。
砂轮粒度的选择直接影响到被加工工作的表面粗糙度及磨削效率。一般来说,粗磨用粗粒度的砂轮,精磨就用细粒度的。用粗粒度砂轮磨削时的磨削效率高,但工作表面粗糙度差;用细粒度砂轮磨削时,工作表面粗糙度较好,但磨削效率低。总之,在满足工作表面粗糙度要求的前提下,应尽量选用粒度较粗的磨具,以保证较高的磨削效率。




